Kaizen Success Stories

Real Manufacturing Results. One Kaizen at a Time
Explore real-world Kaizen success stories showing how manufacturing teams solved critical problems, improved performance, and created sustainable results.

An Unlucky Break
Critical problems seem to happen over a holiday weekend when there is less coverage. For me, Thanksgiving provided many challenges. Early in my career, I had to come into the ceramic tile factory the day after Thanksgiving to supervise a crew trying to clear a jam in the kiln. Many years later, a water main in St. Helens Oregon broke and shut down the ceiling tile plant. Once again, I was the one covering, and had to respond quickly and deal with a near disaster.
Critical problems seem to happen over a holiday weekend when there is less coverage. For me, Thanksgiving provided many challenges. Early in my career, I had to come into the ceramic tile factory the day after Thanksgiving to supervise a crew trying to clear a jam in the kiln. Many years later, a water main in St. Helens Oregon broke and shut down the ceiling tile plant. Once again, I was the one covering, and had to respond quickly and deal with a near disaster.
I got a call late on Thanksgiving night. The plant had been running very well, and then water stopped flowing. In ceiling tile manufacturing, water is the main ingredient. Ceiling board starts out as 98% water, then as it passes over vacuum and then through a 400-foot dryer, the water is removed. If too much water is removed prior to the dryer, the crew must dump all materials into a pit located prior to the dryer and hope the water comes back on before the pit fills up. It can be messy and difficult to recover from.
The water didn’t come back on. The pit filled up. The crew shut the plant down and was cleaning up a big mess. Some of the material had entered the dryer and they were using 14-foot-long rakes to clear the jammed material out of the dryer.
I arrived at 10 pm and joined the crew. Nobody knew what caused the water to shut off. The EHS (environmental, health, and safety) manager was out of town. I had to figure out who to contact with the city. There was a Rolodex on her desk (I had no access to her computer). In it, I found the number of the city manager. To my surprise, he answered his phone immediately.
He told me the main water line had burst and water had to be shut off for all residences and businesses. He was trying to use back-up systems to get water on for the residents first. I reminded him we employed almost 200 people at our plant and without water we couldn’t operate. I asked him to keep me updated as they brought their back-up water system on line. He said he would and considered us a priority, as we were the number one employer in the area.
I stayed most of the night and helped the crew clean up the mess. We developed a plan for what to do when the water situation was resolved. It wasn’t just the water that we worried about, but also the pressure with which it was delivered. At too high a pressure, it could damage sensitive equipment in our process. I had several calls with the city manager and he assured me he’d let us know when the water was scheduled to be turned back on.
Except he didn’t. All of the sudden, water pressure went up and we thought we were in business again. We started up and began making ceiling board. And then the water was shut off again with no warning. I placed a call and asked the city manager to give us a warning when the next attempt to start the water system would occur. He assured me he would this time. But again, he didn’t. We devised our own plan. We watched our water meters and sent a crew member to monitor the valves in the basement of the process.
For the next 2 days, we played the “start and stop” game with the water. This kept the damage to the process and product at a minimum. In the middle of the third day, the water stayed on, and we could operate as normal.
We learned a valuable lesson about contingency planning: the more you can control in an “uncontrollable” situation, the better.

All Night Long
Admit it. After reading the title of this story, some of you are hearing the famous Lionel Richie song in your head. This story isn’t about that, but rather it concerns a challenging Kaizen event I recently facilitated for CITY Furniture. The business problem we were trying to solve was a series of computer programs that ran after all showrooms closed each evening. There was a period of time where no revenue could be generated through their e-commerce website, until all programs completed their reconciliations. Our goal was to cut the time by 75%, so that we could free up overnight revenue generation.
Admit it. After reading the title of this story, some of you are hearing the famous Lionel Richie song in your head. This story isn’t about that, but rather it concerns a challenging Kaizen event I recently facilitated for CITY Furniture. The business problem we were trying to solve was a series of computer programs that ran after all showrooms closed each evening. There was a period of time where no revenue could be generated through their e-commerce website, until all programs completed their reconciliations. Our goal was to cut the time by 75%, so that we could free up overnight revenue generation.
I’m an early riser and am typically in bed by 10 pm each evening. My wife says I take my “pre-sleep” nap from 8 pm to 10 pm. This Kaizen event would be held overnight, as our Gemba (the work that we needed to see) happened between 9 pm and 1:30 am. I wasn’t sure how I’d be able to make it through the night.
I met with the team leader to prepare weeks before the kick-off. We agreed to start the Kaizen event at 7 pm Sunday and work through the night for four out of five days. Then, we’d take one day off to adjust our sleep schedule and rotate to day shift. Report out was scheduled for 3 pm on Friday.
I normally fly in to Ft. Lauderdale on the Sunday before the Kaizen starts. Due to starting on Sunday, I knew I couldn’t take any chances and had to figure out how to get proper sleep prior to the event. I flew in on Saturday, got some dinner, and went directly to sleep. I woke up in the middle of the night. Somehow, I was able to go back to sleep.
After Sunday breakfast, I did some work, and took a short nap. At 5 pm, I met my team leader. We set up the meeting room and discussed the Kaizen plan. She was excited to tackle this critical business problem and had assembled a diverse team of highly skilled programmers and managers. They arrived at 6:30 pm for dinner. Afterwards, we kicked off the Kaizen. Our sponsor, the chief information officer (CIO), demonstrated his leadership commitment by staying overnight with the team and participating as a full team member.
After getting to know each other and reviewing Lean topics, we walked downstairs to watch a showroom close. We saw so much waiting and paperwork being generated. We knew there was opportunity for improvement. Then, we walked back upstairs to the meeting room and proceeded to watch the computer programs do their thing. It may have been the longest four and a half hours of my life.
The team was enthralled by what they saw and wrote many ideas on Post-its™. It looked like a lot of gibberish to me. I kept telling myself all that mattered was team members seeing waste and opportunities. I had to stay awake at all costs. It would look bad for the facilitator to fall asleep during the Kaizen!
Mercifully, the Gemba walk through the computer programs ended and I stayed awake. Ninety-two minutes became our baseline for the program reconciliations that kept the e-commerce revenue from being generated. Now it was time to Value Stream map the process, identify pain points, waste, and finally, the ideas to reduce the time it took to complete the reconciliations.
The team generated many ideas and picked three they believed would drive the time down significantly and could be completed during the week. We adjourned at 4:30 am Monday morning and agreed to reconvene at 8:30 pm Monday evening.
I went back to the hotel, surprised I didn’t feel sleepy, but that was due to adrenaline. Four hours later, I woke up. I decided to exercise and work on other projects. Then, I took an afternoon nap. Returning on Monday evening, team members were excited to work on their projects. They broke out into three sub-teams and got to their work, which was all on the computer. I felt useless, but they were fully engaged. From time to time, we’d reconvene and share project status and problem solve. On Tuesday morning, the team decided they didn’t need to work through the night anymore and that we’d take a 27-hour break, reconvening at 8 am on Wednesday morning.
Now it was time to reestablish my normal sleep pattern at the hotel. I slept almost as soon as my head hit the pillow at 6 am. I woke up at 10 am. Now what was I going to do? I got up, showered, exercised, and ate lunch. Then, I worked on other things for a few hours. I decided I should stay awake until at least 9 pm. Time went by slowly, but I made it. I went to bed, and woke up around 4 am. That had to be good enough.
Everyone seemed happier to be working in the daytime. Team members felt they were making programming changes that could be implemented by the end of the day. They installed the changes to see how the system would react on Wednesday night. On Thursday morning, we learned the program ran faster than ever previously recorded. Our 92-minute process was now taking 57 minutes, a significant impact to the system. They had more changes in mind that would reduce time, but those would have to wait for the weeks following the Kaizen event.
The report out was well attended, and our sponsor remarked the initial results had saved the company considerable money. The team has implemented a follow-up process, with meetings every two weeks. The time continues to come down and our sponsor is now ready to tackle another critical business problem in his department.

My First Process Improvement Project
I graduated from Virginia Tech and went to work as a corporate industrial engineer for Thomasville Furniture in North Carolina. Harriet was my first mentor. She was working on a project to improve the productivity of one of our bedroom furniture manufacturing facilities.
I graduated from Virginia Tech and went to work as a corporate industrial engineer for Thomasville Furniture in North Carolina. Harriet was my first mentor. She was working on a project to improve the productivity of one of our bedroom furniture manufacturing facilities.
I was totally inexperienced supporting manufacturing operations, but Harriet could tell I was curious and interested in helping her in any way she needed support. After a few trips to the plant, she decided to use my help organizing a wood drying and storage facility that supplied the vital materials to the plant. The wood was received from an outside source and had to be dried for a few days before the plant could process it into bed rails, canopies, dresser drawers, and other furniture components.
It must have been over 100 degrees when we took our first walk through the Butler Building (the storage facility). Inside was a massive amount of wood stacked up all over the dirt floor. There didn’t seem to be any organization to it. Two workers were sitting on a stack of wood talking about the latest NASCAR race.
I told Harriet I wanted to spend time in the building and convinced her to let me go “solo” for the rest of the week. The next morning, I showed up at 7 am. The two workers, Sam and Joe, were surprised to see me. I was an engineer who was willing to hang out with them. More than that, I was a “Damn Yankee” from up North (their words, not mine).
I got to know Sam and Joe and followed them around as they did their jobs. Whenever they got a call on their walkie-talkie, they’d jump on their forklifts and dig out requested loads of wood and bring them to the main plant. They dealt with two key problems:
1. The forklifts would dig ruts into the dirt floor, making it difficult and dangerous to maneuver through the building.
2. Different species of wood were stored in the same aisles of the building, forcing the workers to move big stacks of wood to get to what they needed. Oftentimes, it would take many minutes to find the stack of wood they were looking for. Sometimes, the stack would fall over and they’d have to pick everything up and restack it.
At the end of the week, I reviewed my findings with Sam, Joe, and Harriet. They confirmed these two issues were hampering their work and reducing their productivity. Together, we came up with a plan to pave the floor and organize the wood by species.
Within a month, we reorganized the building and paved it. We put up signs on the walls indicating storage locations. I visited the building many times to verify it was helping Joe and Sam do their job more safely and productively.
A month after we paved the floor, I stopped by and asked Joe and Sam if things were still working the way they wanted. They were proud to show me they had made a few improvements of their own that made things even easier. It was a win. Then, they told me that even though I was a “Yankee,” I wasn’t a “Damn Yankee” anymore. Now I was a “Good Yankee.”
A Random Birthday Message Leads to a Strategic Planning Session
We hear so much about lead generation, Search Engine Optimization, and other marketing methods. I don’t know much about marketing, but I do know strong relationships can lead to business partnerships.
Many years ago, I was Business Team Manager for one of Armstrong World Industries’ flooring business units. I had a co-worker named Jonah, who was the Business Team Manager for another business unit at the same site. He helped me in my early days on the job. He was promoted soon after I got there. Eventually he left the company to go on to bigger and better things.
We hear so much about lead generation, Search Engine Optimization, and other marketing methods. I don’t know much about marketing, but I do know strong relationships can lead to business partnerships.
Many years ago, I was Business Team Manager for one of Armstrong World Industries’ flooring business units. I had a co-worker named Jonah, who was the Business Team Manager for another business unit at the same site. He helped me in my early days on the job. He was promoted soon after I got there. Eventually he left the company to go on to bigger and better things.
Many years later, I connected with Jonah on LinkedIn. After that, I would send him birthday greetings and messages related to his career changes that were highlighted on the platform. Recently, I sent him a message that said, “Happy birthday my old friend, I still remember and appreciate all of your help and support during our days together at the Floor Plant.”
To my surprise, he responded, saying, “Thanks Adam, have you ever done capacity analysis?” I had, and when I asked him for more information, it led to a call and eventually a visit to his custom door facility in Florida.
We spent the day together and realized we could accomplish his capacity analysis request and build a strategic plan for business growth using a Value Stream Mapping event.
Two months later, I was facilitating Jonah’s team through their first ever Kaizen event. They were eager to be a part of the change and were engaged throughout the week. It went so well, they were able to achieve all of their objectives and create a vision of the future the rest of the facility and leadership could align around and support.
I understand why others may think they need to use expensive marketing methods to attract clients. I prefer to think strong relationships produce greater dividends, if you truly care about the people you work

Strengthening a Kaizen Culture
A good friend of mine asked me to speak at his Virtual Lean Summit. I was scheduled to present on the Wheel of Sustainability on Thursday. When I looked at the agenda for the week, I found several presentations I wanted to attend. One stood out to me as a must – the Tuesday presentation by the President of a large furniture retailer in South Central Florida.
A good friend of mine asked me to speak at his Virtual Lean Summit. I was scheduled to present on the Wheel of Sustainability on Thursday. When I looked at the agenda for the week, I found several presentations I wanted to attend. One stood out to me as a must – the Tuesday presentation by the President of a large furniture retailer in South Central Florida.
He was going to speak about the 15-year Lean journey at his company. Even more interesting to me was that he was the impetus for it. I looked forward to hearing the top leader in the company talk about building a continuous improvement culture from the ground up. Support all the way to the top of the organization is the ideal situation. I had never had the opportunity to see what it looked like.
The presentation was inspiring and I learned so much from it. When it was over, I wanted to know more. That evening, I sent a LinkedIn connection request to the President of the company and told how much I enjoyed his presentation. I mentioned I was an “old furniture guy” with many years of Lean experience and that it would be fun to share some furniture “war stories” with him.
Within an hour, he responded, and we set up a Zoom meeting for the next day. We talked for a few minutes, and I shared stories about the adventures I was having with my Kaizen teams. He remarked that they had held many Kaizen events in the past. They hadn’t done any in a few years and he missed the energy and excitement of Kaizen events. I said, “It turns out I know a guy who can help you with that.” He asked who that was. Of course, the answer was me! He said I should come for a visit to see if there were any synergies that we could both benefit from.
Two months later, I traveled to their corporate offices. I had the opportunity to meet with many staff members to see their continuous improvement culture. I shared my approach to Kaizen and continuous improvement. At the end of the day, I went to dinner with the President and he told me that pending a few more discussions, he wanted to know if I could support and facilitate 12 Kaizen events over the next year. What could I say? I said yes!
The following month, I signed my first contract to facilitate one Kaizen event per month. The President, who had now become company CEO, told me that beyond results, he wanted to focus on strengthening the Kaizen culture of his company. I was asked to focus on what I enjoy the most: engagement, empowerment, and sustainability.
The first year of working with the company was a true pleasure and a joy. The culture of continuous improvement is already strong and the leadership does what it takes to support every Kaizen team I facilitate. We have experienced breakthroughs and setbacks during our Kaizen weeks together, and the response has been extremely positive throughout. They value learning and culture more than pure results. Make no mistake, results do matter.
Things went so well, they signed up for a second year of facilitated Kaizen events. I am looking forward to a bright future with my client.

True Voice of the Customer
I have been fortunate to help strengthen the Kaizen culture of one of the largest furniture retailers in South Central Florida. They have been using Lean and Kaizen for more than 15 years and I have been facilitating many Kaizen events focused on improving operations performance and internal operations experience. A recent event focused directly on the end use customer.
I have been fortunate to help strengthen the Kaizen culture of one of the largest furniture retailers in South Central Florida. They have been using Lean and Kaizen for more than 15 years and I have been facilitating many Kaizen events focused on improving operations performance and internal operations experience. A recent event focused directly on the end use customer.
The goal of the Kaizen event was to reduce “Day of Delivery” damage. This is the damage that occurs to either the furniture as it is being delivered to the customers’ home or to the customer’s home during delivery. This is a very critical topic. Anything that creates damage during delivery will be a negative experience for everyone involved: The customer, delivery technician, customer service representative, dispatch, and operations. Our goal was to reduce damage by 50% or more. A challenging goal, but attainable.
On day one, after training the team around Lean principles and aligning around our Kaizen goals, we took the first virtual Gemba walk I have ever participated in. We watched videos of customer deliveries and saw many instances where damage could occur, most notably in these areas: taking the furniture off the truck, getting it through the doorway, and over the home’s threshold.
The team got to work, designing the simplest, most effective way to solve the three critical problems. They came up with these three improvements:
Place a mat on the ground to protect the furniture from the street, driveway, or any other damaging surface.
Place a blanket on the door jamb, to keep the furniture and doorway from being scraped as it goes through the doorway.
Place a mat on the threshold of the house, to protect the bottom of the furniture and the threshold.
It seemed so simple. Now we were determined to develop standard work in a way that could be easily replicated across the hundreds of delivery drivers. We practiced our new ideas at the distribution center and received a lot of feedback. Most of the feedback was negative until the person tried the procedure. Then, they were convinced it would be easy and benefit the customer experience.
We were convinced we had something impactful. Now it was time to take our ideas on the road. We planned some local deliveries to allow team members to try out the new procedures at customer homes. I stayed at the corporate office and waited impatiently to hear what happened.
The first team came back after 3 hours. They tested out the mat idea at two customer homes. They said that without asking, both customers remarked how much the delivery technicians cared for the furniture they were delivering and about made sure that their home wasn’t damaged during delivery. A success!
The next team had more trouble – in delivery. Their delivery truck broke down on the way to the first home. The truck had to return to the distribution center. The team didn’t give up. They got another truck and made two deliveries themselves. When they placed the blanket over the door jamb, the first customer asked them what they were doing, as they had never seen anyone else take such great care for their home before. The second customer mirrored the comments of the first. The team came back with grins a mile wide. They got confirmation their efforts would pay off with direct customer feedback.
The rest of the Kaizen was spent strengthening the standard work and training plan so it could be rolled out to every delivery technician in the entire network within a month. The report out to management was very well attended. I am sure that the positive customer impact will be felt in the organization for many years to come.

Weld It in Place to Sustain It
Before I developed the Wheel of Sustainability, I had to find other methods to sustain the gains my teams worked so hard to develop during weeklong events. Here’s a story of the extreme lengths one team went to make sure no one could ever make a change to their improvements.
Before I developed the Wheel of Sustainability, I had to find other methods to sustain the gains my teams worked so hard to develop during weeklong events. Here’s a story of the extreme lengths one team went to make sure no one could ever make a change to their improvements.
I was requested to help a team in Armstrong’s Macon Georgia ceiling tile plant. They were experiencing jams at the end of the production line. These jams caused significant safety risk and high levels of downtime that affected the productivity of the operation. I was known for my efforts to improve flow on production lines and this was an extremely high value project.
I took a tour of the line and saw many opportunities to improve flow and reduce jams. I discussed my observations with the plant manager, and he agreed to assign a high skill team of line operators, mechanics, and the day shift supervisor to assist me.
We spent the first day of our event observing the flow of ceiling tiles as they traveled around the line over various conveyers. One area stood out above the rest: the twenty foot conveyer leading up to the flipper. Tiles were turning and entering the flipper in a skewed fashion. Every so often, they would get stuck and not flip correctly, causing the tiles behind them to back up and jam. People on the line had to rush around and clear the tiles off the line. Many times, they shut the line down and threw out a lot of damaged tiles.
We adjusted the conveyers and guides and tested our changes. The tiles were now going straight into the flipper. None of the other tiles were backing up and jamming. We had our solution. Our new challenge was to keep things in this optimal situation.
We brainstormed ways to sustain our improvements. We came up with ways to mark the conveyer rollers and guides. We considered drilling holes in the guides and pinning them in location. Then, one of our mechanics asked the question, “Now that we have the best location, why would let anyone make a change to it?” We looked at him and wondered what his idea was. He said, “Weld everything in place. Nobody can ever change it without a torch!”
He was right, of course. But were we willing to take such a leap and make our changes permanent? We decided to make further observations for the next two days, doing everything we could to make sure no one changed our settings during that time. To our relief, no changes were made, and more importantly, there were no jams.
The next day, we took a leap of faith and shut the line down. Two of our mechanics welded all guides in place. Once everything had cooled down and was cleaned up, we started the line back up. The tiles entered the flipper squarely and without incident. Even though we knew this should work, we were all relieved.
We gave a tour of this and other changes we made to the line and our sponsors were impressed and pleased. Team members remarked how important it was to keep our changes in place from now on. We joked about keeping the “red wrench” (torch) out of the hands of our maintenance department, so that they wouldn’t take our welds out.
From time to time, on subsequent visits to the Macon plant, I would go to the production line and verify that the guides were still welded in place. Ten years later, everything was as we left it and the line continued its improved performance.

Visibility Equals Accountability
Do all your meetings happen in a room? Mine did, until I realized we needed to do something to shock the system and change our performance quickly.
I was the Business Unit Manager at Armstrong’s vinyl flooring plant in Pennsylvania. Our performance and profitability had been in a downward spiral for many years prior to my arrival and things weren’t getting any better while I was in charge.
Do all your meetings happen in a room? Mine did, until I realized we needed to do something to shock the system and change our performance quickly.
I was the Business Unit Manager at Armstrong’s vinyl flooring plant in Pennsylvania. Our performance and profitability had been in a downward spiral for many years prior to my arrival and things weren’t getting any better while I was in charge.
One day, the vice president of manufacturing told us we needed to significantly improve our scrap and productivity performance or he’d find somebody who could. It didn’t take a lot of soul searching to know this was an ultimatum. I took a close look at everything we were doing from a management standpoint. We were complacent in our approach and our performance mirrored that fact.
After sitting through another meeting hidden from view from our associates, I realized what I had to do. I needed to get the entire organization aligned around our most critical priorities: safety, quality, customer service, and productivity. Every time we had a meeting in a closed room, it was hard to tell what was agreed to and if any progress was being made.
With the help of my staff, we reorganized an area around the time clock. This was the location every hourly member of our staff utilized twice per day. They had to use it or they wouldn’t be paid.
We put the agenda for our production meeting to the left of the timeclock and action items resulting from the meeting to the right. It was a tight space and we typically had 12 people in attendance. The only way to accommodate everyone was to stand in a semicircle around the timeclock as we worked through the agenda. We had to stand in the main aisle in the plant. Every so often, we’d have to stop what we were meeting about and move out of the aisle to allow a forklift to bring supplies to one of our production lines.
It seemed like these supply runs happened more often than necessary, just to break up our meeting. But we persevered. It was loud, so everyone had to stand close to hear each other. This forced us to be concise and to the point. Whenever we had an action item, we’d write it on the large sheet of paper next to the timeclock. We put the item, owner, and due date on it.
In the meeting room, it would take many days or weeks to complete action items. Out in the open, things were getting completed more quickly than before. We observed our hourly workers reviewing the action items on the sheet. It looked like they were interested in what was going on.
One day, I got a question from an hourly worker about one of the action items – what did it mean and what could they do to help it get completed? This was a breakthrough! All of a sudden, people were paying attention to our efforts and trust was growing as progress was being made.
No one wanted their name on the action item sheet for too long. They were getting pressured to complete their responsibilities. Soon, our performance improved, the business was stronger, and we weren’t under the threat of replacement as much as we had been.

Raise Your Standards and Take Ownership
I was the industrial engineering manager at a ceramic tile plant in New York. We made mosaic tiles. The color went all the way through the tile. Mosaic is also a word used to describe the artistic patterns we made as special orders from our customers.
I was the industrial engineering manager at a ceramic tile plant in New York. We made mosaic tiles. The color went all the way through the tile. Mosaic is also a word used to describe the artistic patterns we made as special orders from our customers.
For years, we had a department that had the task to take any requested design and turn it into reality through manual assembly of the many different colored tiles we made. Sometimes this required tiles to be cut, an extremely slow and difficult process to accomplish. These special orders took many weeks to complete and were very expensive.
We heard about a technology called “water-jet” cutting that was being used at a few locations in our parent company, Armstrong World Industries. Using high pressure water, you could cut into almost any material (metal, plastics, etc.) and get a clean and precise cut. We were intrigued and felt there might be an application for this technology at our plant.
We arranged a visit to two of our plants, one, a ceiling tile plant in Beaver Falls Pennsylvania, and the other, a vinyl flooring plant in Lancaster Pennsylvania. We took the company van and I was joined by two operators, a programmer, and an engineer.
When we got to the vinyl flooring plant, we were met by a project engineer, who oversaw the samples department. They were using their water-jet to cut small pieces of vinyl flooring out of the larger rolls, so that they could send samples of different colors and patterns to customers. The shapes being cut were rectangles, so although this saved a lot of labor, we weren’t convinced it would help us cut complex shapes into our ceramic tiles.
Our team was convinced that in order to program and cut complex shapes and designs, we’d need someone specially trained and highly compensated for this new skill we were seeking. As an industrial engineer, I knew it wasn’t a good idea to have such a highly specialized job very few would be able to master. It limited flexibility and raised operating costs.
At the ceiling tile plant, we were met by a production operator. She showed us how she programmed and cut complex designs into the face of ceiling tiles using the water-jet. We were intrigued and impressed by the variety of shapes and designs she was able to cut. When we asked her how difficult it was to learn to program the equipment, she told us it was extremely simple and intuitive. You could either import a CAD (computer aided design) drawing or scan an existing design and the machine would figure out the cuts to make.
Our team members weren’t convinced that anyone could do it. They were ready to leave for home when I asked the operator if she’d provide some basic training and let our operators try it for themselves. She said yes, and I was able to convince my team to take the extra time to decide about the skills needed.
They picked out a couple of designs and after an hour of training, they were cutting ceiling tiles exactly as programmed. Now they knew they could do it and easily apply the water-jet to our ceramic tiles. On the way back to our plant, there was excitement about how easy this new technology was to master.
A few months later, we purchased and installed the new equipment. The plant was able to make beautiful mosaic patterns for many years thereafter and had the flexibility to use almost any operator to do it. Although seeing is part of believing, it wasn’t until the team actually tried their hand at the process that they were convinced it was a good idea. The lesson: open your mind to fully experience your options before counting out a solution.

Change Your Perspective
I moved to Baltimore to be the industrial engineering and quality manager at a ceiling grid factory. We had just consolidated three plants into two, following a joint venture. Early on, changes were happening so fast that my plant manager informed his boss that he wasn’t comfortable with the direction of the new company. He offered to stay as long as necessary to bring his (yet unnamed) replacement up to speed.
I moved to Baltimore to be the industrial engineering and quality manager at a ceiling grid factory. We had just consolidated three plants into two, following a joint venture. Early on, changes were happening so fast that my plant manager informed his boss that he wasn’t comfortable with the direction of the new company. He offered to stay as long as necessary to bring his (yet unnamed) replacement up to speed.
He was informed his services were no longer needed. His replacement was ready to take over operations. So, he packed up and left the same day. Much of this wasn’t told to us immediately. We just watched our leader leave the plant, never to return. We wondered what was going to happen in the interim.
The next day, we met our new plant manager, Jim. He arrived at the plant just before lunchtime and introduced himself to each of us separately. He had been a salesman for the competing company that had merged with ours.
Jim seemed highly motivated and excited to be at the plant with us. He told us he was committed to our success and would help us through the transition of the joint venture. This was reassuring and we were happy to have Jim as part of the team. Until the next day. At 10 am, Jim hadn’t shown up for work. The plant kept running, but we wondered if something had happened. Just before noon, Jim arrived and acted as if there was nothing wrong. For the next few weeks, Jim came to the plant at a time the rest of us considered “late” every day. Sometimes, he would tell us he was in a meeting. Other times, he said he was playing golf with some of his customers.
This was unusual behavior for people who work in operations. Factory staff members tend to arrive early in the morning and stay until the evening. Jim was different, and it was beginning to weigh on the staff and the operations crew. We’d get questions about where Jim was and why he wasn’t with us in the plant. Many times, I’d walk by an office and observe others complaining about Jim’s “lack of commitment.” I was commiserating too. Finally, I decided I should try to do something about it, if no one else was willing to do so.
Our engineering manager wished me luck and said he would “miss me when I was gone.” I told my wife I felt I had to say something to be part of the solution. She told me that she believed in me, but was prepared for the ramifications of the discussion.
The next morning, after Jim arrived, I asked if I could talk to him about something important to me and the plant. As I described my observations to Jim, I told him I realized as a salesman, the hours he put in were likely different from running a factory. We needed his leadership, guidance, and his commitment to be with us during key morning meetings and other critical times during the day. He wasn’t able to do that while on the golf course or whatever errands he was running in the mornings.
I gave my feedback for what felt like hours, but it was probably 10 minutes. Through it all, Jim didn’t say a word, he just listened. After I finished, I thanked him for giving me the opportunity to speak with him and left his office. It felt strange to say all those things without a response, and I told a few of my team members that it might be my last day at the plant, but at least I followed my conscience. I hoped I wouldn’t have to look for another job.
Over the next few weeks, without acknowledging our meeting, something changed. Jim started showing up at the plant earlier in the morning. He got extremely involved in our meetings and critical plant decisions. Soon, he was no longer an outsider; he had become our leader.
Two years later, as I was preparing to move on to my next assignment, Jim called me into his office. He reminded me of the day I brought my concerns to him and how it changed his perspective and approach. Now that we were close friends, I said, “You #%$@, you never said anything that day and never acknowledged it until now. I thought I was about to be fired!”
He said, “I really did appreciate it, but at the time I didn’t know how to respond. Then, as time went on, I just wanted to leave you hanging. Now, I just am happy to get that reaction from you!”

Be Careful What You Ask For
I was the plant operations manager at Armstrong’s St. Helens, Oregon ceiling tile plant for three years. During my tenure, I was able to test and refine my management and continuous improvement approach on an operation that employed just under 100 people. I made many mistakes and I’d like to think I learned from each one of them. Sometimes, it took me a few times to learn from the same mistake.
I was the plant operations manager at Armstrong’s St. Helens, Oregon ceiling tile plant for three years. During my tenure, I was able to test and refine my management and continuous improvement approach on an operation that employed just under 100 people. I made many mistakes and I’d like to think I learned from each one of them. Sometimes, it took me a few times to learn from the same mistake.
With around the clock responsibility, I was the one who was called in the middle of the night when there was a significant safety, quality, human resource, or productivity issue. If I couldn’t resolve the issue, I would then escalate it to my boss, the manufacturing manager. I hated waking him up, but sometimes I had to. I was determined to keep those occurrences to a minimum.
It seemed like most critical issues happened around 2 am. If I got one call after going to bed, I usually could get a restful sleep during the night. If I got two or more calls, then it was hard to sleep well. I tried not to be too grumpy when I got to the plant the next morning, realizing my supervisors were fighting the issue far longer and were doing everything they could to avoid calling me.
One evening, the supervisor called me because he had suspicion one of our employees had broken our “no alcohol” policy. Because he was the only manager at the plant at the time, he needed a witness. I came in, saw clear evidence of alcohol use and drove the employee to get tested. He denied it the whole time, saying he had taken some cough syrup before coming to work. When his results came back at 3 times the legal limit, he had to admit his indiscretion. I drove him home and we subsequently terminated him once he was allowed back on the premises.
After a particularly challenging week, with multiple calls in the middle of the night, I remarked to one of my supervisors, “Just once, it would be nice to get a call in the evening saying that everything’s ok.” He agreed with me, and we laughed about all of the situations that forced those late evening calls.
Two months later, the plant was running smoothly. Safety, quality, and productivity were near record levels. The vibe in the plant was positive and there was nothing we couldn’t accomplish. I found myself bragging about our employees to anyone who would listen.
One evening, after having a particularly nice dinner at home, I decided to go to bed at 9 pm, so I could visit with the overnight shift early in the morning. After falling asleep quickly, I woke to the telephone ringing. I had been conditioned to expect the worst. On the other end of the line was my evening shift supervisor, who told me, “Adam, this is Jim. It’s 10 pm and I wanted to let you know that everything’s ok!” I couldn’t help but laugh as my words came back to haunt me.

Image is Everything – Understand How Your Reflection May Look to Others
I have been a small business owner for a few years. My company consists of me, my wife, my son, and my dog. I quickly learned I am responsible for everything that goes on. Nowhere is this more critical than customer acquisition.
I have been a small business owner for a few years. My company consists of me, my wife, my son, and my dog. I quickly learned I am responsible for everything that goes on. Nowhere is this more critical than customer acquisition.
In my first year, I was fortunate enough to work with people who had seen what I do and how I do it when we worked together at Armstrong World Industries. Because I had already built strong relationships with them, they trusted me to utilize my approach to their problems in their companies. When it was time for me to expand beyond those I knew, I learned I had to build that trust in other ways, without a prior relationship. Sometimes trust was built easily, other times not so much. Here’s a story about how I didn’t build trust in a way that led to a business relationship.
During a Google search, a local business leader reached out to me to see if I could help his company with a couple of Kaizen events. I was excited for the opportunity and scheduled a visit.
We met in a conference room and I explained my process for the visit. I would get to know their leadership team, take a Gemba walk, and then put together an action plan for the work in which we could engage. They were polite, but seemed skeptical. I was confident, maybe too confident, that I could win them over.
After the initial meeting, we took a walk through their manufacturing process. I met many people and asked a lot of questions and could see many opportunities to apply my skills to help the business improve their safety, productivity, quality, and customer service. I took copious notes and built a plan in my head to create a shared vision for our journey together.
When the Gemba walk was over, three people stayed with me to review my observations and plan: the director of operations, the plant manager, and a young engineer. I thanked them for the opportunity to learn more about their business and then started describing the opportunities I saw and believed I could help them with. Reviewing my Kaizen approach and the Wheel of Sustainability, I said most of these issues could be solved in a week or less, using Kaizen events.
The group looked at me skeptically and I just plowed forward, describing how the Wheel of Sustainability works and how teams engage with it to solve problems in a sustainable way during the Kaizen week. And that’s when the engineer said, “I don’t see it. I don’t think you and a team can do all that you say you can in a week or less.”
I tried to assure him and the rest that we could, but clearly, I hadn’t instilled the confidence in them and built the image of what “good” looks like in a way that was meaningful and real to them. Although they gave me the opportunity to write a proposal for the Kaizen events, I never got the chance to work with them.
This was my fault. Luckily, I realize it now. It is my responsibility to build the image of what is possible in a way that is clear to my audience. It must be in terms that make sense to them, so trust is built, and we can partner to solve their critical problems.
I still have a lot to learn, but I feel that I am on a good path to create the trust that is so critical for lasting business relationships.

Why Would You Treat Your People that Way?
Our fiberglass ceiling tile plant in Ohio got their board stock from another company (let’s call them Vendor X). They had some problems with the quality of some of the boards they received. As Vendor X was a critical partner, they decided to co-host a Kaizen event to eliminate the quality problems.
Our fiberglass ceiling tile plant in Ohio got their board stock from another company (let’s call them Vendor X). They had some problems with the quality of some of the boards they received. As Vendor X was a critical partner, they decided to co-host a Kaizen event to eliminate the quality problems.
The first day, we met at the ceiling tile plant and laid out the issues we were experiencing. Walking through the receiving and production areas, we identified several quality issues that could be rectified from the plant’s internal processes. We then agreed to walk the Vendor X process on the second day.
Walking through Vendor X’s factory, we saw many impressive safety ideas we could emulate back at our factories. One was the painting the bottom stair red, so everyone would know it was the last stair before reaching the ground. This idea was implemented after they learned some of their people were missing the last step and had tripped or fallen. Once implemented, these issues went away.
The process to make fiberglass panels was fascinating and somewhat like the process to make mineral fiber ceiling tiles. We learned how molten fiberglass was spun into fibers and formed into long panels. Then, the panels were cut to finished lengths and stacked at the end of the line. Then, I saw something I wasn’t expecting. Instead of a barrier for the panels to hit and be stacked, they were hitting a worker.
This worker was taking the blow of the panel on his waist or stomach and letting it bounce off and then drop into a stack in front of him. I asked if this was a temporary situation and was informed it was a “normal” job in the factory.
This company, which was known for its focus on safety, was clearly missing a huge opportunity to eliminate a safety risk. They told us they had tried to automate it in the past, but it didn’t work and their employees preferred the current method of stacking. I couldn’t believe it could be okay to put their people at risk like this. It was clear their Leadership Commitment didn’t reach to this area of their process. I can’t imagine people are still treated that way in their factory these many years later. But, when I am having a bad day, I think back to that tour and realize that someone is always having a worse day! The lessons here: 1. No matter how good you think you are, there is always room for improvement; 2. Put yourself in the position of your people; and 3. Even someone who says they’re “OK” with a current process deserves to have it improved, if possible.

Blow It Up
Here’s a mining story from my time at Dal-Tile that involves blowing up a hill!
Here’s a mining story from my time at Dal-Tile that involves blowing up a hill!
We were invited to an annual mining training event (required MSHA training) at our talc mine in Van Horn, Texas. To get there, we had to fly to El Paso and then drive 120 miles in the middle of nowhere to our mining operations. Once we got there, we met Junior, the mining operator. He had spent his life out in the hot Texas sun and you could tell it by the condition of his skin. He lived on the mining property with his wife in a trailer and was one of the nicest people I have ever met.
After a day of training, we went out to dinner and spent the evening sharing stories, drinking, and dancing. Wayne, my boss, tried a shot of vodka with tabasco sauce on top and forgot to open his lips wide enough to avoid the burn. We all had a laugh at that.
On the second day, after a few hours of training, we were treated to a mining demonstration. We were going to clear some overgrowth on a hill by blowing it up. The only things I had blown up in the past were fireworks on the Fourth of July, so I was excited to see how it was done.
When we got to the hill, we were told there were 159 sticks of dynamite placed in three rows. They would be used to clear the growth and expose the talc for mining. Wayne and I got the opportunity to string the fuse through some of the sticks, while being assured by the mining operator we were perfectly safe to do so. I strung two sticks. Wayne was having such a good time, he strung around a dozen.
Then we were asked if we wanted to light the fuse to blow up the hill. I knew I did, and Wayne deferred to me. Since I had never blown anything up of this magnitude, I asked the operator what safety precautions we should follow. He pointed out the two vans with the motors running. Each one had enough capacity to take all of us away, should one of the vans fail.
Next, he told me the fuse between the sticks of dynamite took milliseconds to burn, but the main fuse I would be lighting had enough time on it to get us into the vans and approximately ½ mile away, where we would be safe.
I was a bit nervous, but I told myself the mining operator had done this many times before, so I would try to hide my anxiety. My natural inclination was to run as soon as the fuse was lit, but I thought that would make me look silly. So, I decided to do whatever the mining operator did. If he walked, I would walk. If he ran, well then …
He lit a cigarette, took two puffs and handed it to me. I bent down, held the cigarette to the fuse, and watched it light. Time stood still. I cleared my head and saw the mining operator walking slowly to the van. And that’s what I did. Wayne ran like a scared child and jumped into the van.
Once we were all in the van, we drove to the other side of the site and watched as the 159 sticks of dynamite exploded with a precision that took the face of the hill down exactly as planned.
We got back to the training room and poked fun at Wayne and any of the other folks who ran to the van. I would have too, but I had convinced myself to not panic. Was this the right call? I don’t know, but at least I had some fun at my boss’ expense!
These days, I work with teams to develop standard work to keep them safe and productive. To be sustainable, it needs to make sense to them. Although I don’t recommend lighting a fuse with a cigarette, it worked for the mining operator in Van Horn Texas.

The Journey is Long
After five years as Lean Champion, my voice wasn’t being heard so well. Sure, I was able to promote and facilitate Kaizen events and help people solve problems, but I was unable to move the leadership team to take the next steps in our Lean journey. Any time I spoke to our leaders about strategy, they were too busy to consider anything that deviated from their current operating approach.
After five years as Lean Champion, my voice wasn’t being heard so well. Sure, I was able to promote and facilitate Kaizen events and help people solve problems, but I was unable to move the leadership team to take the next steps in our Lean journey. Any time I spoke to our leaders about strategy, they were too busy to consider anything that deviated from their current operating approach.
I realized that I needed to engage an outside voice. Someone with credibility, who could say the difficult things I was saying with different words. Someone who could influence our leadership team to change their behavior in a way that would support our Lean transformation.
You’re Never Too Good for Growth
Two years into our Lean transformation we had undertaken a Lean assessment to see where we were and where the opportunities existed. Looking back, it was more tactical than strategic, but was appropriate for our maturity.
Now, I had an idea. What if we tried another Lean assessment, this time focusing on the leadership and strategic aspect of our efforts? When presented to our four Value Stream Directors, they seemed satisfied with their efforts and indicated they had this “Lean thing” down. I knew right then we were in trouble!
I met with my manager, the Executive VP of Technology, and convinced him that we needed something to open our eyes to the possibilities for the next steps in our transformation. But, if we used our internal resources to conduct the assessment, we would rate ourselves too highly. We had become complacent and overconfident. Our results were impressive. The product portfolio had doubled and time to market had been reduced from eighteen to ten months.
After receiving approval, I reached out to Mike, a consultant from Shingijutsu, who I had met four years before. He taught me that no matter how good you think you are, there are always ways to improve and grow. He agreed to join us at no cost. He was interested in how we were doing and had the freedom to do what he wanted. He flew in from Seattle and I joined him for breakfast on the first day of his visit. We talked about the current situation. He assured me that he had seen this many times before. He knew he could help.
Our first meeting was with the Leadership team. As they introduced themselves, most of them talked proudly about their team’s accomplishments and how they incorporated Lean into their processes. Each time, Mike asked them probing questions about their progress and approach. He exposed gaps in their efforts and understanding of Lean in a way that was respectful, but eye-opening. Team members took many notes during the discussion.
The Beginning of Breakthrough Thinking
For the rest of the week, Mike and the assessment team participated in many meetings and activities and identified huge opportunities in our Lean journey. Mostly aligned with my prior efforts, Mike had a way of communicating to the organization that had credibility beyond any internal resource.
At the review of findings, we presented four recommendations:
1. Learning starts at the top – leaders must demonstrate the behaviors of the change they want to make
2. Linkage – become in lockstep with customers and suppliers to ensure that everyone gets only what they need, when they need it
3. Stability – level the flow of work to drive the production system stress level down
4. Cycle time and quality – deliver only what the customer wants, when they want it, at the appropriate level of quality
Although these were not new ideas, the leadership team saw them as breakthrough thinking and instantly committed to them. One Director admitted that prior to the assessment he thought he knew Lean very well. Now, he was sure that he had much learning to do to become competent.
Following the assessment, there was a renewed commitment to Lean in the organization and many breakthroughs were made over the next year. For my part, I was extremely appreciative of the time Mike gave us and the renewed interest that was generated by his visit.

Cream Rises to the Top
I was working with a team in New Jersey to implement Training Within Industry (TWI) on a critical household cleaner line. Plant leadership saw this as a key element in their strategy to improve overall line performance.
I was working with a team in New Jersey to implement Training Within Industry (TWI) on a critical household cleaner line. Plant leadership saw this as a key element in their strategy to improve overall line performance.
In the initial Kaizen event, I trained twelve team members to competently create standard work and train others using the TWI method. Much like my first experience with TWI, the training method wasn’t natural for the team, but by the end of the Kaizen, they had all shown proficiency with it.
One of the hourly team members, Rita, seemed inspired by this “new” method for training. The rest of the team members agreed she had a flair for it and would do quite well training others on her crew.
When I got home at the end of the week, I was confident that TWI would help the plant improve line performance. I hoped the enthusiasm for TWI would continue. Over the weekend, I received a text from Rita, who was excited by what she had learned and had done further research on TWI and other Lean concepts. While this isn’t unheard of, I am always impressed how a winning Kaizen experience can move certain team members to want to learn more.
I sent Rita a congratulatory note and provided a list of my five favorite continuous improvement books for her consideration. She thanked me. I wondered if she would continue to take the initiative to learn more.
Boosting Confidence Through Training
Over the next few weeks, line performance wasn’t improving. I was asked to return to the plant to support the TWI rollout. Other issues had taken priority and the trainers hadn’t been given the opportunity to create standard work or train their coworkers.
I suggested that we have a refresher for the trainers and then practice training their coworkers with the standard work created during the initial Kaizen. Leadership agreed, and I was assigned to four team members, including Rita. I was curious to see what she had done in the weeks between the Kaizen and my visit.
It turned out she had been training some of the people on her crew and getting really good at it. She even gathered feedback at the end of each training session, asking for the level of confidence before and after the training. When her coworkers expressed their level of confidence had risen, it reinforced how important the training was to Rita.
It Takes One Good Leader
Over the next two months I returned to the plant for a few days each week to continue the training rollout. Rita participated every time. It was clear that she had become an amazing trainer. During one session, she taught the plant manager to change over a critical piece of equipment that only the highest skilled workers had previously done. We now knew this was going to work. Other trainers saw what Rita was able to accomplish and it boosted their confidence.
The following month, the line reached its performance objective and has stayed there since. I am convinced that the training process and Rita’s leadership contributed to this success.

The Vortex
Sometimes we don’t see what’s right in front of us. We just do what we do and deal with the problems that inevitably arise.
I facilitated a Kaizen event for a non-profit. Contributions were declining significantly. After taking a Gemba walk through the process, we identified the need to improve donor engagement. It was taking up to two months to acknowledge the highest value donations. No wonder donors were leaving in droves. Recognition was slow and not meaningful.
Sometimes we don’t see what’s right in front of us. We just do what we do and deal with the problems that inevitably arise.
I facilitated a Kaizen event for a non-profit. Contributions were declining significantly. After taking a Gemba walk through the process, we identified the need to improve donor engagement. It was taking up to two months to acknowledge the highest value donations. No wonder donors were leaving in droves. Recognition was slow and not meaningful.
Two months before, I ran a workshop and donated the proceeds to Feeding America. I received a thank-you note less than thirty minutes after I sent my credit card payment. It felt good to be recognized so quickly.
We brought together a team and mapped out the donation acknowledgment process end to end. There were many points in the process where the information stalled. Of those, the worst was in the office of the VP of Finance. Information could sit in his office for weeks before anything happened. If he was busy with other duties, he might forget to take any action. A call from a disgruntled donor would restart the process.
It was so bad his office was nicknamed “The Vortex”. Things came in and were lost to the world. This Recognition of poor performance had to be turned around.
The rest of the week, the team worked on ways to eliminate The Vortex. Time was reduced from two months to six days. Unfortunately, major damage had already been done to donor trust. It will take immense effort to reverse the negative Recognition for the organization.

Saving Is Not Saving
We were building a ceiling tile manufacturing plant in Russia. Like most projects, the engineering team was directed to save money, as long as it didn’t negatively impact safety or productivity. As most were unfamiliar with doing business in Russia, they used their experience with known vendors to acquire equipment for the plant. If there wasn’t enough capacity to fill equipment needs, the project team worked with local consultants to identify the “best” options for equipment purchases.
We were building a ceiling tile manufacturing plant in Russia. Like most projects, the engineering team was directed to save money, as long as it didn’t negatively impact safety or productivity. As most were unfamiliar with doing business in Russia, they used their experience with known vendors to acquire equipment for the plant. If there wasn’t enough capacity to fill equipment needs, the project team worked with local consultants to identify the “best” options for equipment purchases.
A few years earlier we had shuttered a plant in Alabama. Equipment was stored in the hopes it might be used for future projects. The project team identified equipment they thought they could use and had it shipped to a contractor, who was responsible to inspect it and bring it up to optimal operating condition. This was done to save more than $1 million for the project.
Two weeks before plant start-up, I traveled to Russia to assess and optimize the flow of ceiling tiles through the new production line. I had done this work many times in other manufacturing plants and was known as the flow “expert”.
When I arrived, I was assigned a team of two mechanics and one production operator. We were going to send ceiling tiles through various parts of the line and make adjustments and corrections where necessary to improve the flow.
Very few tools were available for our use. I packed string, levels, and flat steel bars to help us with the work. Our initial assessment and work through the line went smoothly. We identified conveyers that were out of level, causing the ceiling tiles to skew and jam. Fixing these problems was simple enough. Soon we had tiles flowing smoothly through the first half of the line. Until we reached the equalizer.
The equalizer is a large panel saw. Its purpose is to cut ceiling boards into finished ceiling tiles. The board goes through a first set of saws, strikes a transfer, and then is driven through a second set of saws positioned at a right angle.
Boards were going through the saws at an angle. Instead of tiles looking like rectangles, they looked like trapezoids. They weren’t going to fit into ceiling grid that way.
There were many possible reasons for the angled cuts. After resolving many issues, the tiles still weren’t correct. What was going on? Normally, fixes happen independently of the saw assemblies. Saws are typically located in a level and square way on a frame. Everything else controls how the boards come to the saws in a square or angled fashion.
In this case, the problem was in the saw assembly. We locked out and climbed up on the equipment to take a closer look. The equalizer was freshly painted and made to look as if it was new. But it was far from new. There were many missing or broken parts. Because of that, we couldn’t control the boards as they were being cut. Broken motor mounts caused the saw blades to rotate in an elliptical fashion. How did the contractor miss this critical detail? How did we miss this during equipment inspection?
We spent the rest of our time repairing or replacing broken parts. Some things couldn’t be fixed immediately. We ordered parts and equipment from other locations. Some had to be air-freighted from the United States at considerable cost. All fixes were completed prior to the official plant start-up, but took valuable resources away from other critical work. All of this could have been avoided had the project team recognized the critical influence of the equalizer and chosen to invest in the right tools for the new plant. Expected savings disappeared due to the lack of All Tools Available.
Status Indicators
During a Kaizen event, teams identify projects to work on and then go off and do the work, hoping to return with a finished product. In my early experience, I allowed team members to work on their own. I hoped they would complete their work in a reasonable amount of time. It didn’t always turn out that way. Hope is not a plan.
During a Kaizen event, teams identify projects to work on and then go off and do the work, hoping to return with a finished product. In my early experience, I allowed team members to work on their own. I hoped they would complete their work in a reasonable amount of time. It didn’t always turn out that way. Hope is not a plan.
They rarely completed their work on time. More often, they lost time and progress because they got stuck and no one knew about it. I started to rotate through groups to assess progress. That relied on one person: me. After a time, I realized there was a better way to track progress, make it visible, and create engagement. The answer: Status Indicators.
Here’s how Status Indicators work:
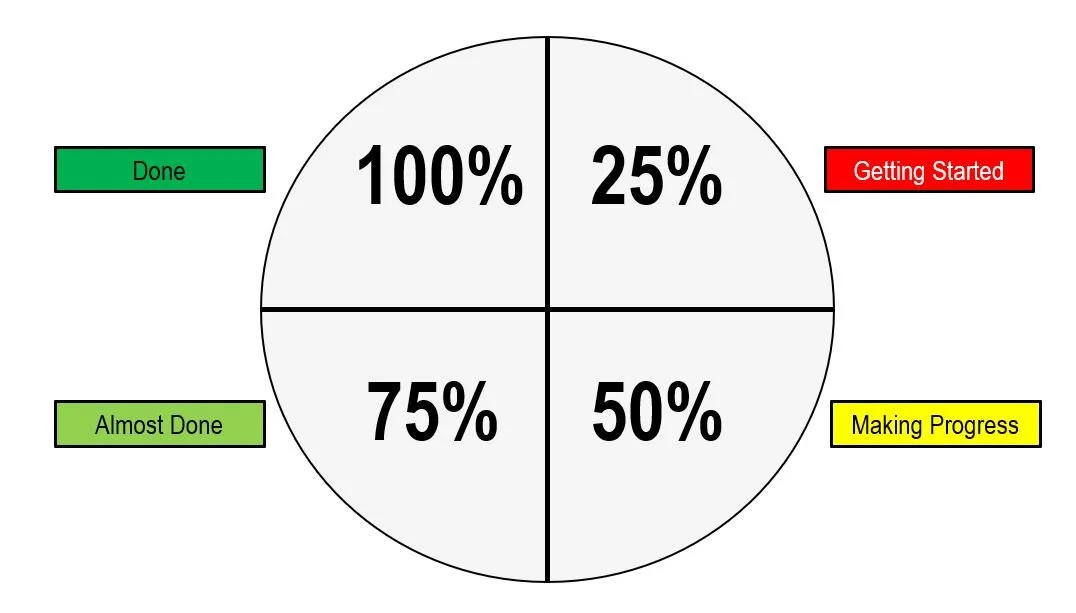
Draw a circle. Break it into quadrants. Fill in each quadrant using a marker, indicating progress towards completion. It doesn’t have to be scientific or pretty, it just has to work.
25% = Getting started – initial progress has been made or a plan has been created.
50% = Making progress – things are moving along and people know what to do and how to do it.
75% = Almost there – we can see the light at the end of the tunnel. We can finish the work.
100% = Done – we’re finished and ready to move on to something else.
There’s no need to break status down into smaller elements. That would cause the team to spend more time updating status and less time doing work. When properly updated, it’s powerful and simple to understand. I use flip chart paper to draw Status Indicators during Kaizen events. Flip chart paper is large enough to allow others to see the status from twenty feet away or more.
To give you a sense of the value and impact of Status Indicators, use the following example. Four teams are working on separate projects.
Project 1 is Almost there, Project 2 is Done, Project 3 is Getting started, Project 4 is Making progress, and Project 5 hasn’t been started. It’s clear who needs help and who can help. Team members from Project 2 can help Projects 3 and 4, depending on their skills and interests. If there are more resources than Projects 3 and 4 need, those resources can start on Project 5. Anyone else, even if they’re not on the team, can assess the status and help those who need it.
The value of Status Indicators has been reinforced to me many times, never more than when I forgot to use them. After a particularly busy day during a Kaizen event, some team members said they were frustrated because they didn’t know what to do next. Others said the day felt chaotic and disorganized. I realized I hadn’t trained the team to use Status Indicators. I immediately showed them how to use them. The next day, much more work got completed. At the end of the day, the team related how much easier it was to manage their work.
From a supervisor’s or manager’s point of view, Status Indicators make it simpler and more efficient to keep track of work going on in many areas. Hours of effort to track progress are reduced to minutes or seconds.

We Won the Battle but Lost the War
During my corporate career, we identified a critical gap in our safety training system. There wasn’t a good way to ensure traveling engineers, scientists, and technicians were compliant for annual safety training requirements. We had to get everyone immediately compliant and then develop a system for annual recertification.
During my corporate career, we identified a critical gap in our safety training system. There wasn’t a good way to ensure traveling engineers, scientists, and technicians were compliant for annual safety training requirements. We had to get everyone immediately compliant and then develop a system for annual recertification.
Working with a small team and under the direction of the Global Technical Services Vice President, we established “Technical Services Safety Days”. No one was allowed to travel during the week of training.
We developed interactive safety training activities that included everyone in the group. This would allow us to achieve compliance and provide useful skills for work and at home. We added some fun activities and games to encourage team building and networking. When training wasn’t occurring, employees were encouraged to catch up on paperwork and reconnect with others at the corporate center.
Technical Services Safety Days was a success. One hundred and fifty employees learned and practiced firefighting, equipment lock-out, chemical hazard identification, and many other critical safety topics. Tell, Show, and Do was used extensively. People appreciated the personal touches throughout the experience. My team won an award for putting together this meaningful activity and restoring safety compliance in short order.
For the next three years, Technical Services Safety Days was an annual event. People looked forward to it. Everyone blocked out their calendars for the week. For some, it was their only time in the office and they took advantage of the opportunity to network with their co-workers. They honed their skills through the creative training of best safety practices.
Then, everything changed. The company purchased a computer-based system to deliver required safety training. Employees could review the training on their own time and at their own pace during the year.
Except, it really didn’t work that way. Most waited until the end of the year and then crammed the training in to get it done. There was little engagement or knowledge retention. It seemed like a good idea and a better use of resources, but in the end, we lost the immeasurable value of having interactive Technical Services Safety Days.