
You can’t help people if you don’t build trust
Right before the pandemic, I was asked to conduct a site assessment by one of my clients. The twist here is that it wasn’t for one of their own plants. Rather, they wanted me to assist one of their key suppliers, who was a co-packer (someone who packages and labels products for its clients and sometimes manufactures products using the clients’ brand). I should have seen the warning signs sooner.
Right before the pandemic, I was asked to conduct a site assessment by one of my clients. The twist here is that it wasn’t for one of their own plants. Rather, they wanted me to assist one of their key suppliers, who was a co-packer (someone who packages and labels products for its clients and sometimes manufactures products using the clients’ brand). I should have seen the warning signs sooner.
The evening before the assessment, I attended dinner with a team from my client’s company. We had a good discussion about how the next day would go, but I got a vibe that they were skeptical of my ability to assist their vendor. My sponsor hadn’t traveled with the rest of the team.
The next morning, we met with the vendor in their conference room. I waited for my client to start the meeting, but they decided I should do it. I jumped right in, made introductions, and described my site assessment process. We would talk about any current or critical issues they were experiencing, then take a Gemba walk to see the process and the issues as they were occurring. Finally, I would share my findings and explain how I could help resolve any of the issues.
The vendor team didn’t look thrilled to have visitor(s) they didn’t know, and spoke about their issues in a vague way. Then, they reluctantly assigned two team members to walk around the plant with me: the plant manager and an engineer. One of the client’s team members joined us for most of the tour.
As we walked around the plant, I tried to point out helpful improvements that could be implemented without outside assistance. For example, there was a production line where the technician would grab completed packages and stack them on a pallet on the floor. This forced him to bend over every time and put his back at risk. I shared images of a spring-loaded pallet-lift, that could be installed for under $10,000 and would eliminate the need to bend over, as the lift would come up to a safe height for stacking and then lower naturally as the stacks got bigger.
After a few more examples, my tour guides opened up and showed me the most critical issues they were facing. I felt I could help with many of those issues, and they seemed to like my approach. We built a nice rapport and even traded business cards.
When the tour was over, we reconvened in the conference room and shared a light lunch. I was asked about my findings and described the top three issues where I could help. The team was more engaged than earlier in the morning, but still seemed skeptical I would be able to do what I said I could do.
I realized they had no experience with me and were just going from my word and possibly the word of my sponsor, who hadn’t attended. Without him there to add credibility to the discussion, I felt like I didn’t have a chance to help this vendor.
I was right. Although they were appreciative and gracious, I never heard another word from them. I don’t think it was due to the pandemic. I do think it was due to the fact that I was “forced” on them, and it wasn’t their idea to bring in outside help.
Although I continue to learn this lesson at each engagement, I’ll still state it here: If you haven’t built trust through shared experiences, the odds of securing commitment to work together are very low.

Diving into the Deep End
Armstrong World Industries was forced to open a mineral wool plant, in response to the loss of a critical supplier of this vital raw material for ceiling tile manufacture. Because of this, they relied on more outside vendors to design and build the plant than they were comfortable with. They had never spun molten stone (slag) into fibers before and therefore couldn’t use their experience to reduce the potential for errors and inefficiencies in their process.
Armstrong World Industries was forced to open a mineral wool plant, in response to the loss of a critical supplier of this vital raw material for ceiling tile manufacture. Because of this, they relied on more outside vendors to design and build the plant than they were comfortable with. They had never spun molten stone (slag) into fibers before and therefore couldn’t use their experience to reduce the potential for errors and inefficiencies in their process.
The plant started up late, over the capital budget, and at greatly lower performance than required to meet the demand of the ceiling tile plants in the network. Things got so bad that management was shuffled, project team members were removed, and highest-level management was getting involved on a daily basis.
I was “asked” to help the plant achieve budget performance. Knowing this was a politically charged situation and that people who were involved were under intense scrutiny, I convinced my manager to let me visit the facility before committing to the work.
I spent three days at the plant, getting to know the workers, managers, and the process. What I saw was a very concerned and engaged workforce, committed managers, and a process that was absolutely horrible to run. How did we get here, I wondered. I knew I couldn’t fix the past. All I could do was try to improve the future.
There were so many problems, but we identified the biggest one that was causing significant safety, quality, and productivity risk. The molten slag (rock with metal components in it) was designed to fall into a pit and then be scooped up and delivered into a bin. If the slag hit any moisture, it would superheat the water and cause small explosions within the confines of the building. And, the pit was exposed to the outside elements, which naturally allowed moisture in. Another issue was that the front-end loader used to scoop up the molten slag barely fit between the walls of the pit. I saw evidence of damage to the walls of the plant that was less than one-year old. Someday, someone was going to hit a wall with such force that the entire structure would come down.
I spoke with my sponsors and told them incremental improvement wasn’t going to help. We had to figure out a way to keep the slag from falling into the pit in the first place, eliminating the moisture and equipment issue. They looked at me in a way that felt like, “Well, duh, but how the heck can we do that?” I suggested we run a Production Preparation Process (3P) Kaizen in order to tease out and develop breakthroughsolutions to this problem. 3P is the most challenging kaizen event I facilitate. It forces structured minds to get unstructured, go to their childhood mindset (an 8-year-old can solve any problem) and use nature’s influence for ideas. Many engineers and scientists find this difficult to participate in, but their input is essential.
A month later, we assembled a team of operators, managers, engineers, and outside vendors to take the 11-step creativity journey that happens during a one-week 3P Kaizen. We framed the problem in this way: Deliver the molten slag directly to the process without any outside intervention by equipment or the environment. Initial skepticism gave way to creativity, and by the second day, everyone was in it to win it.
By the end of the week, there were two practical solutions for the business to choose from. Both looked promising and reasonably priced, and in the months that followed, one was implemented. From then on, molten slag never hit moisture and the building walls were spared further damage.
More impressive was the feeling of engagement, teamwork, and pride permeating the workforce. They solved the problem, participated fullyand even identified other possible Kaizen events to run in the future.
The plant is still operating and is now the benchmark in the mineral wool industry. Armstrong was able to produce more mineral wool than internally necessary and then sell the wool to other companies. The workforce is highly engaged and continues to drive improvement on a daily basis.
I was amazed by the feedback of the team, who took on a monumental task and slayed their dragon. To a person, they were positively inspired by the effort and ready to take on the next challenges.

My First True Gemba Walk
I started my career as an industrial engineer for Thomasville Furniture in North Carolina. My initial responsibilities included warehouse barcoding support and veneer plant projects. For the warehouse, I had to learn how barcodes were used to inventory, ship, and receive finished furniture from the various plants in the network. In the veneer plant, I was to conduct time and work studies and also identify improvement projects.
I started my career as an industrial engineer for Thomasville Furniture in North Carolina. My initial responsibilities included warehouse barcoding support and veneer plant projects. For the warehouse, I had to learn how barcodes were used to inventory, ship, and receive finished furniture from the various plants in the network. In the veneer plant, I was to conduct time and work studies and also identify improvement projects.
Time and work studies consisted of walking around with a stopwatch and a clip board and verifying a number of things: how long it takes to complete a task, how often people were working and how often they were not working. I was told to take a random tour of the plant daily and spend no more than 30 minutes conducting my studies. Holding the clip board and stopwatch can be viewed in a negative light by those you are timing and studying. I was getting some challenging comments when I walked around the plant to do my work.
I realized people at the plant didn’t understand what I was doing, and that it wasn’t designed to hurt them personally. I was helping the company determine capacity and plan appropriately for seasonal changes in demand.
One morning, I asked my manager if I could take more time during my time and work studies to better understand what I was measuring and to get to know the employees better. He agreed and I happily set out to visit the veneer plant.
I started in the matching department. This is where sliced wood with similar wood grain patterns is taped to another piece of sliced wood, to make a desired visual effect. As I started my study , one of the workers made a personal comment about me. I swallowed my pride and walked up to her and introduced myself. This caught her off guard. I then explained to her what I was doing. She told me no one had ever explained time and work studies to her. She assumed I was an “investor” and was trying to decide whether or not to buy the plant and shut it down.
I assured her I was there to do a job just like her and we started talking about why both our jobs mattered. Hers was to ensure the customers got what they paid for and mine was to ensure customers would never have to wait for the furniture they bought.
Now she was sharing her concerns and problems in her department. She also encouraged others to share their issues. I realized I had a great opportunity to learn what was really going on and to identify future critical work opportunities to share with my manager.
I had to balance the fact that my time and work studies were going to take much longer than 30 minutes with the fact that the ideas and improvements coming from the discussions would pay for the extra time. It didn’t take long to find a bunch of ideas and projects from these discussions that more than made up for the additional investment of time.
Even though I didn’t know it at the time, I was conducting a Gemba walk and learning about the processes with the people who do the work. I have used this approach in all of my work to this day and now teach others to take the time to truly understand processes with the people that do the work. Invest the time and the rewards will more than pay for themselves.

The Bottleneck
I met Andrew Koenig, the CEO of CITY Furniture, at a virtual Lean conference during the pandemic. We immediately hit it off, and he invited me to help strengthen the Kaizen culture at his company.
For two years, I facilitated Kaizen events on a monthly basis. It never ceased to amaze me at the number of improvements and breakthroughs that could be accomplished in a company that has been living Lean and continuous improvement for many years. More than that, the energy of team members was inspiring and infectious. I was warmly greeted by associates on every trip and many of them proudly showed off prior improvements and how they were sustaining the gains from our Kaizen events.
I met Andrew Koenig, the CEO of CITY Furniture, at a virtual Lean conference during the pandemic. We immediately hit it off, and he invited me to help strengthen the Kaizen culture at his company.
For two years, I facilitated Kaizen events on a monthly basis. It never ceased to amaze me at the number of improvements and breakthroughs that could be accomplished in a company that has been living Lean and continuous improvement for many years. More than that, the energy of team members was inspiring and infectious. I was warmly greeted by associates on every trip and many of them proudly showed off prior improvements and how they were sustaining the gains from our Kaizen events.
Late in the first year of my support, I met with the COO, Will Conway, during our monthly review. He always told me I was too expensive, but what he told me next stopped me in my tracks.
“Adam,” he said, “I love the results your teams have been getting. The engagement and excitement is amazing. We want more of this, but we can’t afford to bring you here more often. You’re the bottleneck. Can you help us figure out a way to expand this work?”
This would be a challenge. I had more than 30 years of experience facilitating teams. I honed my craft through many experiments and mistakes. I get feedback about how my teams accomplish results more quickly than many of the other consultants I have followed. Somehow, I would have to put together all of my experience into a training program.
I said, “Will, this is quite a task you’re asking of me. But I feel it’s something I must take on. I owe it to you, your teams, and quite frankly to me. If I can somehow figure out how to upskill other facilitators, I will have something I can transfer to others so my approach can live on after I have stopped working. Challenge accepted!”
Over the next few weeks, I developed my Kaizen Facilitator Certification Program. It consists of these elements:
- Kaizen Facilitation Prep Course
- Participate as a Kaizen team member
- Participate as a Kaizen team leader
- Co-facilitate a Kaizen with me as the Lead Facilitator
- Lead facilitate a Kaizen with me as the co-facilitator
I developed reviews for the candidates, to ensure that they were ready to move on to the next (or final) step. The ultimate goal would be to solo-facilitate a Kaizen event. I knew no matter how much training and support I gave, the candidates would still make mistakes. As long as they showed the desire and drive to learn from them and demonstrated the principles of facilitation, I was willing to move them to the next phase. I knew I couldn’t “rubber-stamp” anyone’s certification. This would damage their results and my reputation.
Will chose four high-potential candidates from across the company. All except one had been at least team members in prior Kaizens with me. The other candidate had facilitated Kaizen events prior to joining CITY Furniture, so everyone agreed she could skip the Kaizen team member and team leader steps.
During the three-day Kaizen Facilitation Prep Course, I demonstrated the principles and techniques of facilitation. I had each candidate practice everything I taught. Then, I sent them out to meet with sponsors to develop charters for upcoming Kaizens. Following this, they developed Kaizen event plans and learned specific tools to utilize, such as Value Stream Mapping and The Wheel of Sustainability. At the end of the course, we celebrated, and I was hopeful they were all prepared for their next steps.
Over the next eight months, I facilitated Kaizen events with each of the candidates separately and was impressed by how much they learned and incorporated into their approach to facilitation. I was thrilled when some of the candidates went “off-script” and created their own approach to what I taught them. Their confidence was growing and at the end of each review, we talked through what they learned and what they thought they could do better next time. Every one of them was ready to take the next step.
I held separate reviews with Will, so that he could ask me the more challenging questions about each candidate. He agreed all of them were ready to solo facilitate.
And that’s what they’ve been doing. I don’t get to facilitate any more CITY Furniture events. I have eliminated the “bottleneck” and worked myself out of a job, which also frees up my capacity to pursue new challenges. From time to time, I get a text or an email showing me some of the breakthroughs they have made since I have left. It makes me feel good that I have been able to help them grow their capability and capacity. I feel even better knowing the program I developed can be used to help others and that things are no longer dependent on me.

An Unlucky Break
Critical problems seem to happen over a holiday weekend when there is less coverage. For me, Thanksgiving provided many challenges. Early in my career, I had to come into the ceramic tile factory the day after Thanksgiving to supervise a crew trying to clear a jam in the kiln. Many years later, a water main in St. Helens Oregon broke and shut down the ceiling tile plant. Once again, I was the one covering, and had to respond quickly and deal with a near disaster.
Critical problems seem to happen over a holiday weekend when there is less coverage. For me, Thanksgiving provided many challenges. Early in my career, I had to come into the ceramic tile factory the day after Thanksgiving to supervise a crew trying to clear a jam in the kiln. Many years later, a water main in St. Helens Oregon broke and shut down the ceiling tile plant. Once again, I was the one covering, and had to respond quickly and deal with a near disaster.
I got a call late on Thanksgiving night. The plant had been running very well, and then water stopped flowing. In ceiling tile manufacturing, water is the main ingredient. Ceiling board starts out as 98% water, then as it passes over vacuum and then through a 400-foot dryer, the water is removed. If too much water is removed prior to the dryer, the crew must dump all materials into a pit located prior to the dryer and hope the water comes back on before the pit fills up. It can be messy and difficult to recover from.
The water didn’t come back on. The pit filled up. The crew shut the plant down and was cleaning up a big mess. Some of the material had entered the dryer and they were using 14-foot-long rakes to clear the jammed material out of the dryer.
I arrived at 10 pm and joined the crew. Nobody knew what caused the water to shut off. The EHS (environmental, health, and safety) manager was out of town. I had to figure out who to contact with the city. There was a Rolodex on her desk (I had no access to her computer). In it, I found the number of the city manager. To my surprise, he answered his phone immediately.
He told me the main water line had burst and water had to be shut off for all residences and businesses. He was trying to use back-up systems to get water on for the residents first. I reminded him we employed almost 200 people at our plant and without water we couldn’t operate. I asked him to keep me updated as they brought their back-up water system on line. He said he would and considered us a priority, as we were the number one employer in the area.
I stayed most of the night and helped the crew clean up the mess. We developed a plan for what to do when the water situation was resolved. It wasn’t just the water that we worried about, but also the pressure with which it was delivered. At too high a pressure, it could damage sensitive equipment in our process. I had several calls with the city manager and he assured me he’d let us know when the water was scheduled to be turned back on.
Except he didn’t. All of the sudden, water pressure went up and we thought we were in business again. We started up and began making ceiling board. And then the water was shut off again with no warning. I placed a call and asked the city manager to give us a warning when the next attempt to start the water system would occur. He assured me he would this time. But again, he didn’t. We devised our own plan. We watched our water meters and sent a crew member to monitor the valves in the basement of the process.
For the next 2 days, we played the “start and stop” game with the water. This kept the damage to the process and product at a minimum. In the middle of the third day, the water stayed on, and we could operate as normal.
We learned a valuable lesson about contingency planning: the more you can control in an “uncontrollable” situation, the better.

Three Principles for Funding
During my time living on the west coast, I wanted to give back to the community. Many of the staff at the St. Helens, Oregon plant participated in some way or another with the United Way of Columbia County. I was intrigued. I had participated in many United Way Days of Caring during my time in Pennsylvania.
During my time living on the west coast, I wanted to give back to the community. Many of the staff at the St. Helens, Oregon plant participated in some way or another with the United Way of Columbia County. I was intrigued. I had participated in many United Way Days of Caring during my time in Pennsylvania.
The plant manager had been the Chairman of the Board of Directors for the local chapter, and she suggested that I volunteer on their Board in some way. I liked the idea and once I met the people in charge of the United Way, I knew I had found my place.
There were three ladies who did most of the work. They were working out an old school building that had been donated for their use and other community activities. They had a very limited budget, but they were able to get many things donated so they could touch many areas of the community without spending huge sums of money.
They accepted me onto the Board of Directors, and I had to figure out how I could best help them. I went out on many outreach efforts and noticed that no matter how much money or time we had, it was never enough.
During our annual preparation for the upcoming budget year, I noticed there were more requests for funding than the United Way could handle. It was apparent every request had merit and the board members wanted to fund everything. That would be impossible, of course. We had to come up with a way to narrow the requests for funding down to the highest priority for the allocation of resources. Now I knew how I could help.
I offered to facilitate the annual budgeting meeting and created an agenda to help make the tough decisions on what to fund and what to deny. I got each board member to name their top focus for funding and then using a prioritization technique called “multi-voting” I was able to help align everyone around the three top priorities for United Way funding:
Early childhood education – starting kids out on the right foot early sets them up for success in later years.
Food security – provide meals to those who cannot provide for themselves.
Home security – giving everyone a roof over their heads every day.
Once we identified these priorities, we could allocate funding to those requests that were aligned with them. Anything that didn’t fit the top three would have to be funded in another way. It made a difficult message easier to support and share. We were clear in our principles and the reasoning behind them.
For the next few years, we checked back in our priorities and adjusted where necessary. As we did our work in the community, we could verify our priorities truly aligned with the needs of the people we served.

Scripting Changeovers Leads to Consistent Performance
I moved to Armstrong World Industries’ St. Helens Oregon ceiling tile plant and took as Production Manager for three years. During that time, I was able to test many Lean principles and improve my understanding of how to manage an organization to high performance.
I moved to Armstrong World Industries’ St. Helens Oregon ceiling tile plant as Production Manager for three years. During that time, I was able to test many Lean principles and improve my understanding of how to manage an organization to high performance.
John, the Vice President of Operations, offered me the job with one stipulation. I had to complete the “15-minute changeover” project I had been working on as a team member. I agreed and knew I could influence the organization’s performance as an insider, rather than as a corporate resource.
We had already made capital improvements to the line and developed most of our “One Best Way” changeover procedures through a series of Kaizen events over the life of the project. Now, it was up to me to come up with the operating principles and approach to strengthen the improvements and sustain the gains from the teams’ hard work.
In an earlier story, I talked about how I created alignment around everyone helping during the changeover and not sitting in the breakroom if their part of the line wasn’t changing over. That reduced average changeover time by 3 minutes or more. Now, we needed to come up with a way to communicate and coordinate everyone’s efforts to get the line up as safely and effectively as possible.
We placed lights at seven different stations around the line. We called them the “Towers of Light” and the idea was if the light was yellow, you were in the middle of making your changeover adjustments. If it was red, you needed help, and if it was green, you were ready. We thought the use of the lights would indicate status to everyone and the line would start up immediately when all 7 lights were green.
It didn’t happen as planned. People were so focused on what they were doing and what light to light, that they didn’t pay attention to anyone else’s status. We needed to add an extra layer of communication to our process.
Working with a small team of technicians, we developed a “script” to be followed before, during, and after the changeover. We used the plant public address (PA) system and it went like this:
Before the changeover, the Changeover Coordinator would announce the changeover to be completed from what product to the next product, the target time for the changeover, and a reminder to light the Tower of Light to show status at every station.
During the changeover, each of the technicians at the seven stations would announce their status over the PA system as they became ready or needed help.
After the changeover, the changeover coordinator would announce the results of the changeover and congratulate the team if they met or beat the changeover time target.
For the first month, people didn’t want to follow the script and often made fun of it as they were doing it. Then we started to see improved changeover results. All of a sudden the script became critical to our technicians. Instead of making fun of it they had fun with it. They started competing to see who could announce that they were “READY” before all others. They would encourage each other and hoot and holler when they met or beat the target time. Our results continued to improve, and the changeover script became part of the culture of the plant for the rest of my time there and beyond.

Plant Reliability Rollout – the Story of Mobile
I was a corporate industrial engineer at Armstrong World Industries. From time to time, I was given projects that impacted all facilities around the world. John, our manufacturing VP, was hired from an outside company. He was determined to have an accurate measure of performance, to compare facilities, and identify the highest value opportunities for improvement and investment.
I was a corporate industrial engineer at Armstrong World Industries. From time to time, I was given projects that impacted all facilities around the world. John, our manufacturing VP, was hired from an outside company. He was determined to have an accurate measure of performance, to compare facilities, and identify the highest value opportunities for improvement and investment.
John developed a metric he called Plant Reliability. I was tasked to help ensure Plant Reliability (PR) was properly calculated and implemented everywhere we made ceiling tiles. Working with the IT department, we were able to capture the components of PR automatically and set baselines for the many different products produced globally.
John wasn’t satisfied with just creating the metric. He wanted to change the culture around PR, so people could see how they could impact it in a positive way. He wanted the whole organization talking about and strategizing around Plant Reliability. John was trying to move us to a culture of performance and accountability. He was determined to do it one leader at a time.
After working with each plant’s staff and measuring Plant Reliability for a few months, John was confident it was correct and there was a positive correlation between PR and profitability at the facility level. Now it was time to assess whether the leadership teams were utilizing PR in a way that engaged their employees. John’s vision was that anyone in the facility should be able to connect their work to the overall metric so they could understand how they impacted it and then adjust their actions to drive PR in a positive way.
John took me with him on a tour of Armstrong’s North American facilities to perform a Plant Reliability audit. At each facility, we planned to meet with the leadership team, production operators, mechanics, electricians, and other staff. We wanted to find out how well they understood Plant Reliability and if it was being used to drive performance and accountability.
Our first stop was Mobile, Alabama. Early in the morning, we met with the leadership team. They regaled us with graphs and charts, showing us how Plant Reliability was on a positive trajectory. They told us how everyone in the plant was aligned and engaged in their role to increase PR. After the presentation (dog and pony show), we took a walk through the facility with the Plant Manager.
We stopped at a production line, where an operator was struggling with a downtime issue. He had just called for assistance. John asked him what the problem was that he was dealing with.
“Oh, this equipment always shuts down intermittently. I just called the electrician to reset the control systems,” he said. He told us he experienced shutdowns like this three or four times a week.
John asked him if he had heard about Plant Reliability. The operator said he had heard the term used in crew meetings, but little elsewhere. He was then asked if he could describe what the term meant. He said, “I think it’s a measure of performance, but I’m not sure how it’s calculated. I don’t really understand it.”
John held his composure and thanked the operator and asked him if there was anything we could do to help. We were told no, and we walked on. The Plant Manager excused himself and walked to a meeting.
Five minutes later, we noticed an electrician sitting in a small office with his feet on a desk. We walked in, introduced ourselves, and asked his name and what he did at the plant. He told us his name was James and he did a little bit of everything. Right now, he was trying to diagnose the intermittent breakdown we had observed earlier. John said that it didn’t seem like he was too urgent about it, with his feet up on the desk.
“Well,” James told us, “Them operators aren’t too smart, and it takes some strong thinking to figure out these problems.” The anger was welling up in John as he wrote something in a notepad. I asked the electrician if he could tell us anything about Plant Reliability. He said, “That’s for the suits. Not for us real workers. It’s not important. What is important is making the line run.” With that, John stormed off and wrote more notes in his notepad.
Something bad was coming. We walked to the Plant Manager’s office. John told me to wait outside. I heard the yelling and scolding. It sounded one sided.
After we left the plant, I drove us to a Waffle House for dinner. John was a big fan of their simple Southern menu. While we ate, John told me what had happened and what made him so upset. “Plant Reliability isn’t for the leaders, it’s for everyone. We’re trying to help people do the right thing every day and if we withhold information from them, they won’t know what the right thing is.”
From that moment, I knew I needed to help plant leaders truly understand PR and how they could communicate and align their organizations around it. I created separate meetings with plant leaders and guided them through this journey, acting as a liaison and buffer from John. Follow-up visits went much better and I would soon get the opportunity to apply what I learned when I was promoted to Operations Manager at the St. Helens plant.

When You Want Something Done Right – Outsource It
I was asked to create a discrete event simulation program for a planned factory expansion many years ago at Armstrong World Industries. What is that, you may ask? Basically, it’s a computer model of a process as it operates. It tries to mirror the behavior of the process, allowing the user to try various “what if” scenarios, such as adding capacity, downtime, resources, or speed. Having not built any simulations since my college days, I started doing research on options and whether or not I should try to build it myself or hire an outside vendor.
I was asked to create a discrete event simulation program for a planned factory expansion many years ago at Armstrong World Industries. What is that, you may ask? Basically, it’s a computer model of a process as it operates. It tries to mirror the behavior of the process, allowing the user to try various “what if” scenarios, such as adding capacity, downtime, resources, or speed. Having not built any simulations since my college days, I started doing research on options and whether or not I should try to build it myself or hire an outside vendor.
No one at Armstrong had experience with simulation. The last person who did left the company three years before. The software he used was no longer available, and the owner of that company had died. I had to start from scratch.
After a few weeks of research, I found a simulation program called Simul8. It seemed intuitive and relatively inexpensive, so I bought a copy and started playing around with it. It didn’t take long to figure out I was in over my head! Instead of giving up, I found a company in Canada that was a licensed distributor and trainer for the software.
I signed up for a training course and flew up to their headquarters in Toronto. Because I had purchased additional coaching, I was able to get direct assistance on the project I was working on. During the week, I made significant progress on my simulation program and felt confident I would be able to complete the work in a reasonable amount of time.
When I got back to my office at Armstrong, I stayed focused on the simulation and from time to time, I would get stuck. The trainers were available to coach me through my issues for a fee, and eventually I finished the program.
We were able to simulate the plant expansion and try many experiments and “what ifs” related to various plant scenarios. Everything worked, except the program was slow. I knew that it was due to my lack of experience. I wasn’t using the power of the program and taking advantage of the shortcuts an experienced programmer would know.
That’s when I realized I could play a more valuable role for future simulation projects. Now that I knew the ins and outs of the program and what it was capable of, I could help other project managers assess whether or not simulation would help them deliver their projects in an efficient way. Then, if we agreed that it would, I would engage the experienced simulation programmers from Toronto and let them write the code in a much more efficient and logical manner.
It cost more money directly, but because their programs ran many times faster, we saved a lot more money in the long run. And, through the years, our vendor learned so much about our process, it took less time to complete the work for us.
The lesson I learned from all of this is that you can’t be an expert in everything, but if you can find the person who is, you can maximize your return by using their services.

Pick It Up and Move It
I was an early Lean practitioner at Armstrong World Industries. I’d spend a week with a production and maintenance team on a production line, helping them implement improvements to safety, quality, productivity, and customer service. At the end of the week, we’d give a tour of our changes. Because of our numerous successes, I was requested to help many of our manufacturing sites around the world.
I was an early Lean practitioner at Armstrong World Industries. I’d spend a week with a production and maintenance team on a production line, helping them implement improvements to safety, quality, productivity, and customer service. At the end of the week, we’d give a tour of our changes. Because of our numerous successes, I was requested to help many of our manufacturing sites around the world.
Macon Georgia was our largest ceiling tile manufacturing plant, with the capability to produce ½ billion square feet of ceiling tile annually. I was invited to help them with a critical production problem. They were experiencing a high rate of jams. When a jam occurs, operators have to clear material off the line as fast as possible, or further downtime and damage will occur. This creates safety and quality risk. The plant manager told me they had an average of 9 jams on the line every day. He wanted my help to reduce them to zero.
I told him I would need a very capable and qualified team of operators, mechanics, and supervisors. I also needed free reign to make any changes we saw fit, without waiting for approval. He agreed and organized a “Dream Team” for me.
On the first day of our Kaizen event, we toured the line, looking for the major locations where jams were occurring. The highest jam location was at the Flipper-Stacker and the conveyer leading up to it. This equipment looked like a Ferris Wheel. It flipped every other tile, to stack them face to face and back-to-back. Then, after being flipped, they traveled to a back stop, which lined up the tile edges and dropped them into a stacking device.
We noticed the tiles were entering the flipper portion on an angle. The conveyers leading up to the flipper were trying to straighten the tiles, but because there wasn’t much room between the flipper and the prior inspection station, the tiles couldn’t straighten out. How were we going to deal with that? Then, I asked, “What would it take to move the inspection station?” The team looked at me as if I had come from another planet. Someone asked, “How can we move the inspection station? There are conveyers, lighting, power, and other critical equipment that would have to be moved.” I said, “If we want to reduce jams to zero, we’ll have to.”
We started planning the mechanical and electrical work that would have to be accomplished to safely move the inspection station the 30 feet away from the flipper. We knew we could move the mechanical portion during the day, but we couldn’t get the overhead lights moved until the following day. The inspectors needed proper lighting to identify defects on the face of the tiles that went by at a rapid rate. While the team started dismantling the inspection station, I went to the store to buy temporary lights.
When I returned, we were ready to remove conveyers and relocate the inspection station. The day shift crew helped us and believed in what we were doing. We set up the temporary lights and reconnected all components of the line. The line started back up and we adjusted the conveyer rollers and guides. The tiles were now entering the flipper more squarely. After a few hours, we had the line running better than it had in the past. But we still didn’t have the permanent lights installed.
After the team went home, I stayed to talk with the evening crew. They had no idea what we had done, so I knew I needed to explain our changes and our thinking. And tell them about the lighting that would be relocated the next day.
We met in a space that was designed for six people. There must have been fourteen crew members in the room and they didn’t look happy. I explained what we had done and why we did it. After a few minutes of discussion, one of the crew said, “You could sell me a car. I truly believe you did what you did for the right reasons.” Then, he smiled and gave me a pat on the back. I thanked everyone for being patient with us and encouraged them to hang in there until the permanent lights were relocated.
The next morning, I arrived at the plant early and was told the line had been running very well overnight. This was great news. Now, we had to get the electricians to move the lights in a way that wouldn’t disrupt the production line. They planned out their work and were able to move everything without causing much downtime. We continued to tweak the line and by the end of the day, we had tiles well-spaced and squarely entering the flipper. This was a major breakthrough, but we weren’t done. Now we had to improve the performance of the stacker. That story could stand on its own, but suffice it to say we fabricated some new brackets and the tiles stopped jamming there too.
At the end of the day, I met with the evening crew again to show them what we had done. The crew member who patted me on the back gave me a bear hug and told me he appreciated I kept my word.
By the end of the week, we made many other improvements and welded everything in place, so the crew wouldn’t have to worry about jams at the flipper and stacker again. We didn’t get to zero jams, but we got pretty close. We also proved it sometimes takes drastic measures to accomplish a goal. But, with proper support and resources, you can accomplish almost anything.

Stop and Smell the Roses
I was the Production Manager at the St. Helens Ceiling Tile plant for just under three years. I had always wanted to apply my continuous improvement mindset to a production organization. The VP of Manufacturing gave me a chance and I was determined to repay his trust and support with excellent results.
I was the Production Manager at the St. Helens Ceiling Tile plant for just under three years. I had always wanted to apply my continuous improvement mindset to a production organization. The VP of Manufacturing gave me a chance and I was determined to repay his trust and support with excellent results.
When I arrived, the plant was running well below budgeted productivity levels. Their OEE (Overall Equipment Effectiveness) was in the high 60’s and they were budgeted to be in the high 70’s. We had a long way to go if we were going to meet our budget.
Through a number of critical actions that included discipline to standard work, scripted changeovers, identification of preventative maintenance activities, and alignment of the supervisory team, we achieved our first 80% OEE in my fourth month on the job.
Six months into my tenure we were on a roll. We were having amazing productivity days, with extremely low downtime and scrap. One day, we had only six minutes of downtime in a 24-hour period. This was unheard of.
As the month wore on, we realized we might actually have a record performance month for the company. Three days before the end of the month, we were a full percentage point above the prior company record. We held daily production meetings at 8:30 am. On this day, there was some tension between the Manufacturing Manager, Brett, (my boss) and the Plant Manager, Ashley (his boss). They had worked together at the plant many years and the running joke was they were like an “old married couple,” sniping at each other all of the time.
Something he said got under her skin. Ashley responded with something even more biting. All of the sudden, it was on! Twelve of us sitting around a central table scattered except our two “combatants.” After three minutes it was over.
I tried to understand what had happened. We were running so well. Why couldn’t we just enjoy it? I felt I had to do something, or else we would send the wrong message to our teams that were working so hard to have a record month.
My first stop was Brett’s office. I asked him what he thought had happened. He told me Ashley was never satisfied with performance, no matter how good it was. I said they must teach that in Plant Manager School. He laughed and we agreed to take a less drastic approach to the end of the month. He said he would try to reconcile with her later that day.
My next visit was to Ashley’s office. She waved me in and I brought up the events of the morning. I asked her if we couldn’t just enjoy the performance, if even for a moment. Did we really need to let the smallest things create a scene? She said to me, “Adam, it’s just not who I am. I don’t want anyone to let their guard down. We’re close to a record. If we don’t keep up our intensity, we could lose this opportunity.”
I said, “We’re not doing right by our teams. They’re doing their best to drive the safety and productivity that’s putting us in this position to win. Give us a chance. Let’s see if we can set the record and then recognize all of the hard work that got us there.”
Ashley listened to my plea, but made no promises. I guess it was a small victory. At least she didn’t throw me out of her office. The next day, she may have wished she had. In the meeting room, I placed a Dilbert and Pointy Haired Boss Doll in the middle of the table on top of a sign that read, “Channel your frustrations through us, not each other!” Only a few of us thought it was funny. I think I made my point.
At the end of the month, we set the company productivity record, had our best quality month, and injured no one. It was a win all around. We celebrated for a very short time because it was time for a new month and new challenges.

If you can’t stand the heat, get out!
I was the Industrial Engineering manager at a ceramic tile factory in western New York for two years. During that time, I participated in many improvement projects. As a member of staff, I was responsible for various administrative and plant coverage duties. One of the most critical responsibilities I had was holiday coverage for the tile firing and curing process.
I was the Industrial Engineering manager at a ceramic tile factory in western New York for two years. During that time, I participated in many improvement projects. As a member of staff, I was responsible for various administrative and plant coverage duties. One of the most critical responsibilities I had was holiday coverage for the tile firing and curing process.
Our tile was mosaic, meaning the color went all the way through. After the raw materials were combined, they were pressed into 1 x 1-inch or 2 x 2-inch squares and placed into ceramic containers with sand. The containers were loaded onto cars that travelled through a kiln. The kiln cars, which weighed hundreds of pounds, spent 36 hours travelling through extreme heat (>1900 degrees Fahrenheit). At the end of their journey, the tiles were fully cured.
Sometimes, cars jumped off of the tracks and got stuck in the kiln. Someone had to get them back on track, so they could exit the kiln. We had personnel who were able to get the cars back on track before there was a major pile-up or wreck in the kiln. If they weren’t able to, we would have to let the kiln cool down to room temperature, which took days and caused most of the tile to be scrapped.
These pile-ups were rare and unpredictable. As a member of staff, I had a responsibility to assist the team while they were trying to get things back to normal, during times when there was no coverage at the plant, such as a major holiday.
On Thanksgiving I was responsible for kiln coverage. I got a call late in the afternoon that one of the cars had jumped off the tracks in the pre-heat section. Fortunately, that’s where it’s just two hundred degrees, rather than thousands. Still, that’s pretty hot.
I dropped what I was doing at home and drove to the plant. When I got there, I met the team that was going to go into the pre-heat section and put the car back on the track. They were gearing up, putting on Tyvek suits, gathering pry-bars and a cooler of water and Gatorade.
My job was this:
1. Keep them alive
2. Keep them hydrated
3. Limit their exposure to the heat
4. Stay out of their way
The team went into the pre-heat section and started using the pry bars to put the car back on the track. They walked in like it was no big deal. After three minutes of effort, I thought they should take a break. I tried to walk into the pre-heat section to tell them to come out. As soon as I did, the intense heat physically pushed me out of the area. I’d never felt anything so hot in my life. And there was the team: fully inside, wearing Tyvek suits, and using pry bars to move the massive kiln car back onto the tracks. Unbelievable!
I decided it would be better just to yell to get their attention. After two more minutes, I was able to convince them to stop what they were doing and take a break and hydrate. After two more attempts in the pre-heat section, they got the kiln car back on the tracks.
As I think back on this experience, I am amazed at how people are able to adapt to the most challenging conditions and work as a team to solve the most difficult problems.

How do you measure knowledge?
If you produce a physical product, it’s easy to see things being created. You can count them, measure them, and identify the cost to produce them. But what happens when you create knowledge or a new product idea. How do you measure your output? More importantly, how do you measure your effectiveness and identify when you need help?
If you produce a physical product, it’s easy to see things being created. You can count them, measure them, and identify the cost to produce them. But what happens when you create knowledge or a new product idea. How do you measure your output? More importantly, how do you measure your effectiveness and identify when you need help?
The technology group of a global ceiling tile manufacturer that I worked for decided it was time to figure this out. For many years, our leaders requested resources and money for projects based on anecdotal evidence and gut feelings. In the business world, you must show a return. If you can’t, somebody else will get the resources and investment.
Resources had become scarce and there wasn’t a clear way to show the return on investment, when requests for money or people were made. We needed to come up with a metric of contribution for our group.
We had four distinct Value Streams: Innovation, New Product Development, Capital Engineering, and Business and Operations Support. Each one worked at different points in the business cycle. Innovation was at the very beginning, when an idea was generated. Business and Operations Support engaged after a project was complete. Was there any way to create a metric that made sense for all four Value Streams?
Developing a New Way to Measure Value
Our plants had a single metric of performance, called Plant Reliability. It measured final output against the maximum output achievable during a defined timeframe. This number, measured as a percentage, could be anywhere from 0 to 100. Each percentage point was worth a defined amount of value to the business, depending on the size and complexity of the plant. When the number went up, cost per unit went down and customer satisfaction rose. It was difficult to “game the system” and each plant could be compared to itself and other locations. Plant Reliability helped the business choose where to invest money and resources to improve performance.
After much discussion, I was able to get alignment of the leadership team to develop a metric based on the concept of Plant Reliability. The twist was that the four value streams would use the same metric to compare performance to themselves and to the other value streams. Then, we would make investments based on the opportunity identified. But only if we could somehow tie the metric into financial results.
Our value stream leaders were talking in terms of Net Present Value (NPV) when they discussed the efforts and results of their teams. In Innovation, for example, they would assign a team to work on a product idea with the expectation that it would generate future revenue. This information could be entered into a spreadsheet and the Net Present Value of the project was determined. These numbers were estimates, but the only way a project could be approved to proceed was using the analysis that determined the NPV.
Measure, Communicate, Adjust, Repeat
We decided to give NPV a try. Each value stream figured out how they would calculate it for their part of the business cycle. Once we approved the calculations, we needed to figure out a way to display it in a meaningful way and determine a target to achieve.
We created an overall NPV display board and each value stream incorporated NPV into their individual team display boards. Once this was done, we educated our teams, customers, and suppliers. Then, we started using NPV as a key discussion point when evaluating work and investment of resources. Instead of gut feel and emotion, we were now using facts and data. The allocation of resources and investment across value streams became a simpler decision to make. The business ultimately got a boost in outcomes from the results-focused behavioral change.

The Vortex
Sometimes we don’t see what’s right in front of us. We just do what we do and deal with the problems that inevitably arise.
I facilitated a Kaizen event for a non-profit. Contributions were declining significantly. After taking a Gemba walk through the process, we identified the need to improve donor engagement. It was taking up to two months to acknowledge the highest value donations. No wonder donors were leaving in droves. Recognition was slow and not meaningful.
Sometimes we don’t see what’s right in front of us. We just do what we do and deal with the problems that inevitably arise.
I facilitated a Kaizen event for a non-profit. Contributions were declining significantly. After taking a Gemba walk through the process, we identified the need to improve donor engagement. It was taking up to two months to acknowledge the highest value donations. No wonder donors were leaving in droves. Recognition was slow and not meaningful.
Two months before, I ran a workshop and donated the proceeds to Feeding America. I received a thank-you note less than thirty minutes after I sent my credit card payment. It felt good to be recognized so quickly.
We brought together a team and mapped out the donation acknowledgment process end to end. There were many points in the process where the information stalled. Of those, the worst was in the office of the VP of Finance. Information could sit in his office for weeks before anything happened. If he was busy with other duties, he might forget to take any action. A call from a disgruntled donor would restart the process.
It was so bad his office was nicknamed “The Vortex”. Things came in and were lost to the world. This Recognition of poor performance had to be turned around.
The rest of the week, the team worked on ways to eliminate The Vortex. Time was reduced from two months to six days. Unfortunately, major damage had already been done to donor trust. It will take immense effort to reverse the negative Recognition for the organization.

If Everyone’s Responsible, Nobody’s Responsible
I visited a consumer goods factory in Pennsylvania. They were profitable, but concerned their ability to service customer orders was deteriorating. I met with plant leadership and took a Gemba walk through the distribution center.
I visited a consumer goods factory in Pennsylvania. They were profitable, but concerned their ability to service customer orders was deteriorating. I met with plant leadership and took a Gemba walk through the distribution center.
They were proud of their efforts to apply 5S. I asked Angela, the Distribution Center Manager, how they used 5S to help them service their customers. She was unsure of my question, so I posed it in a different way:
Me: “What benefits do you get by using 5S?”
Angela: “It’s cleaner in the distribution center than before we used 5S.”
Me: “It does look clean. Well done. How does that help you?”
Angela: “We don’t spend time cleaning up behind each other.”
Me: “How do you ensure it stays clean?”
Angela: “I remind our employees to use 5S and clean up after themselves daily. Sometimes they need additional reminding.”
Me: “Can you show me an example?”
We walked to a tool board. There were spaces for seven different tools. The shape of each was painted on the board. It was apparent where things were to be placed, except all tools weren’t on the board. Only two of the seven were present.
Me: “Where are the other five tools?”
Angela: “I’m not sure. People are probably using them right now.”
Me: “Can we take a look or is there someone we can ask to find out?”
Angela: “We should be able to ask anyone here. Everyone’s responsible for keeping the tool boards filled.”
Me: “I’d like to find out how that’s working.”
We found a distribution center employee and asked him if he knew where the missing tools were. He wasn’t sure. We walked to four other tool boards. Freshly painted, all were missing tools. Without an owner for the boards, there was no Accountability to keep them filled and ready for use. This led to less than effective cleaning.
During the rest of our Gemba walk, we found many more examples of how the lack of Accountability kept performance at low levels. When everyone’s responsible, nobody’s responsible. Once we identified systemic lack of Accountability as the underlying cause of low customer service levels, Angela and I chartered a Kaizen event to resolve the situation.

Saving Is Not Saving
We were building a ceiling tile manufacturing plant in Russia. Like most projects, the engineering team was directed to save money, as long as it didn’t negatively impact safety or productivity. As most were unfamiliar with doing business in Russia, they used their experience with known vendors to acquire equipment for the plant. If there wasn’t enough capacity to fill equipment needs, the project team worked with local consultants to identify the “best” options for equipment purchases.
We were building a ceiling tile manufacturing plant in Russia. Like most projects, the engineering team was directed to save money, as long as it didn’t negatively impact safety or productivity. As most were unfamiliar with doing business in Russia, they used their experience with known vendors to acquire equipment for the plant. If there wasn’t enough capacity to fill equipment needs, the project team worked with local consultants to identify the “best” options for equipment purchases.
A few years earlier we had shuttered a plant in Alabama. Equipment was stored in the hopes it might be used for future projects. The project team identified equipment they thought they could use and had it shipped to a contractor, who was responsible to inspect it and bring it up to optimal operating condition. This was done to save more than $1 million for the project.
Two weeks before plant start-up, I traveled to Russia to assess and optimize the flow of ceiling tiles through the new production line. I had done this work many times in other manufacturing plants and was known as the flow “expert”.
When I arrived, I was assigned a team of two mechanics and one production operator. We were going to send ceiling tiles through various parts of the line and make adjustments and corrections where necessary to improve the flow.
Very few tools were available for our use. I packed string, levels, and flat steel bars to help us with the work. Our initial assessment and work through the line went smoothly. We identified conveyers that were out of level, causing the ceiling tiles to skew and jam. Fixing these problems was simple enough. Soon we had tiles flowing smoothly through the first half of the line. Until we reached the equalizer.
The equalizer is a large panel saw. Its purpose is to cut ceiling boards into finished ceiling tiles. The board goes through a first set of saws, strikes a transfer, and then is driven through a second set of saws positioned at a right angle.
Boards were going through the saws at an angle. Instead of tiles looking like rectangles, they looked like trapezoids. They weren’t going to fit into ceiling grid that way.
There were many possible reasons for the angled cuts. After resolving many issues, the tiles still weren’t correct. What was going on? Normally, fixes happen independently of the saw assemblies. Saws are typically located in a level and square way on a frame. Everything else controls how the boards come to the saws in a square or angled fashion.
In this case, the problem was in the saw assembly. We locked out and climbed up on the equipment to take a closer look. The equalizer was freshly painted and made to look as if it was new. But it was far from new. There were many missing or broken parts. Because of that, we couldn’t control the boards as they were being cut. Broken motor mounts caused the saw blades to rotate in an elliptical fashion. How did the contractor miss this critical detail? How did we miss this during equipment inspection?
We spent the rest of our time repairing or replacing broken parts. Some things couldn’t be fixed immediately. We ordered parts and equipment from other locations. Some had to be air-freighted from the United States at considerable cost. All fixes were completed prior to the official plant start-up, but took valuable resources away from other critical work. All of this could have been avoided had the project team recognized the critical influence of the equalizer and chosen to invest in the right tools for the new plant. Expected savings disappeared due to the lack of All Tools Available.
Status Indicators
During a Kaizen event, teams identify projects to work on and then go off and do the work, hoping to return with a finished product. In my early experience, I allowed team members to work on their own. I hoped they would complete their work in a reasonable amount of time. It didn’t always turn out that way. Hope is not a plan.
During a Kaizen event, teams identify projects to work on and then go off and do the work, hoping to return with a finished product. In my early experience, I allowed team members to work on their own. I hoped they would complete their work in a reasonable amount of time. It didn’t always turn out that way. Hope is not a plan.
They rarely completed their work on time. More often, they lost time and progress because they got stuck and no one knew about it. I started to rotate through groups to assess progress. That relied on one person: me. After a time, I realized there was a better way to track progress, make it visible, and create engagement. The answer: Status Indicators.
Here’s how Status Indicators work:
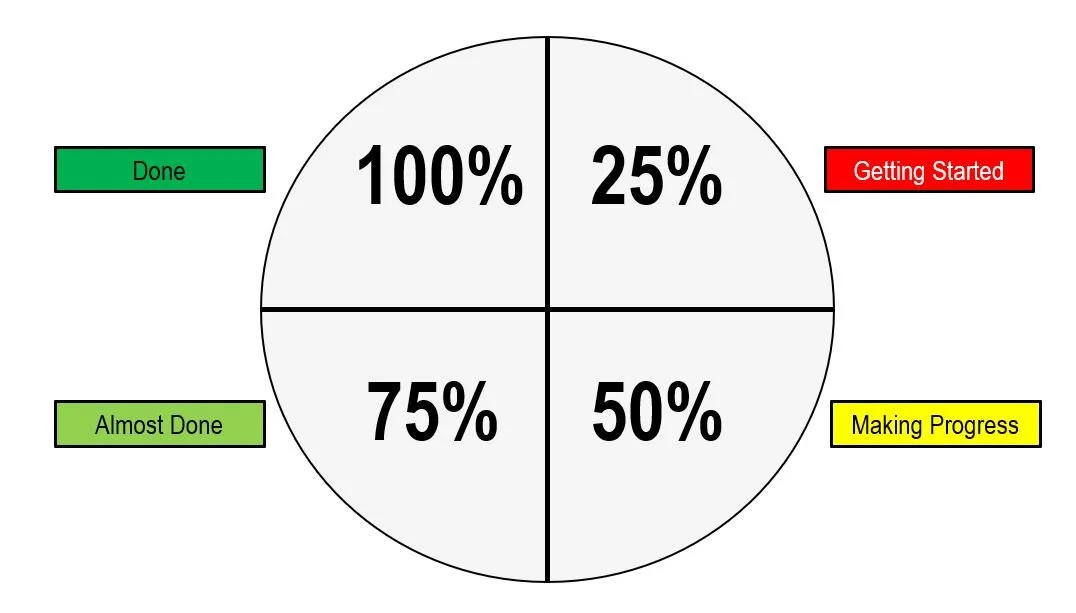
Draw a circle. Break it into quadrants. Fill in each quadrant using a marker, indicating progress towards completion. It doesn’t have to be scientific or pretty, it just has to work.
25% = Getting started – initial progress has been made or a plan has been created.
50% = Making progress – things are moving along and people know what to do and how to do it.
75% = Almost there – we can see the light at the end of the tunnel. We can finish the work.
100% = Done – we’re finished and ready to move on to something else.
There’s no need to break status down into smaller elements. That would cause the team to spend more time updating status and less time doing work. When properly updated, it’s powerful and simple to understand. I use flip chart paper to draw Status Indicators during Kaizen events. Flip chart paper is large enough to allow others to see the status from twenty feet away or more.
To give you a sense of the value and impact of Status Indicators, use the following example. Four teams are working on separate projects.
Project 1 is Almost there, Project 2 is Done, Project 3 is Getting started, Project 4 is Making progress, and Project 5 hasn’t been started. It’s clear who needs help and who can help. Team members from Project 2 can help Projects 3 and 4, depending on their skills and interests. If there are more resources than Projects 3 and 4 need, those resources can start on Project 5. Anyone else, even if they’re not on the team, can assess the status and help those who need it.
The value of Status Indicators has been reinforced to me many times, never more than when I forgot to use them. After a particularly busy day during a Kaizen event, some team members said they were frustrated because they didn’t know what to do next. Others said the day felt chaotic and disorganized. I realized I hadn’t trained the team to use Status Indicators. I immediately showed them how to use them. The next day, much more work got completed. At the end of the day, the team related how much easier it was to manage their work.
From a supervisor’s or manager’s point of view, Status Indicators make it simpler and more efficient to keep track of work going on in many areas. Hours of effort to track progress are reduced to minutes or seconds.

We Won the Battle but Lost the War
During my corporate career, we identified a critical gap in our safety training system. There wasn’t a good way to ensure traveling engineers, scientists, and technicians were compliant for annual safety training requirements. We had to get everyone immediately compliant and then develop a system for annual recertification.
During my corporate career, we identified a critical gap in our safety training system. There wasn’t a good way to ensure traveling engineers, scientists, and technicians were compliant for annual safety training requirements. We had to get everyone immediately compliant and then develop a system for annual recertification.
Working with a small team and under the direction of the Global Technical Services Vice President, we established “Technical Services Safety Days”. No one was allowed to travel during the week of training.
We developed interactive safety training activities that included everyone in the group. This would allow us to achieve compliance and provide useful skills for work and at home. We added some fun activities and games to encourage team building and networking. When training wasn’t occurring, employees were encouraged to catch up on paperwork and reconnect with others at the corporate center.
Technical Services Safety Days was a success. One hundred and fifty employees learned and practiced firefighting, equipment lock-out, chemical hazard identification, and many other critical safety topics. Tell, Show, and Do was used extensively. People appreciated the personal touches throughout the experience. My team won an award for putting together this meaningful activity and restoring safety compliance in short order.
For the next three years, Technical Services Safety Days was an annual event. People looked forward to it. Everyone blocked out their calendars for the week. For some, it was their only time in the office and they took advantage of the opportunity to network with their co-workers. They honed their skills through the creative training of best safety practices.
Then, everything changed. The company purchased a computer-based system to deliver required safety training. Employees could review the training on their own time and at their own pace during the year.
Except, it really didn’t work that way. Most waited until the end of the year and then crammed the training in to get it done. There was little engagement or knowledge retention. It seemed like a good idea and a better use of resources, but in the end, we lost the immeasurable value of having interactive Technical Services Safety Days.

Let’s See How Things Go
During my tenure as Production Manager at a ceiling tile plant in Oregon, I implemented strict rules around changeovers: No one is allowed in the breakroom during a changeover without Team Manager approval; Everyone is available to help during the changeover; Everyone is at their stations when the line is ready to start up; One Best Way changeover procedures are followed to the letter. No deviations. The procedures were developed by the technicians. There was no reason not to follow them.
During my tenure as Production Manager at a ceiling tile plant in Oregon, I implemented strict rules around changeovers:
· No one is allowed in the breakroom during a changeover without Team Manager approval.
· Everyone is available to help during the changeover.
· Everyone is at their stations when the line is ready to start up.
· One Best Way changeover procedures are followed to the letter. No deviations. The procedures were developed by the technicians. There was no reason not to follow them.
These rules came from my observations the first two months after I arrived at the plant. Those not directly involved in the changeover used that time to go to the break room. We lost vital minutes waiting for technicians to return from break when a changeover was completed. Sometimes help was needed to verify changeover settings prior to starting the line back up. If resources weren’t available, things took longer. Technicians were frustrated when they had to wait for help.
Technicians didn’t like the “no break during changeover” rule. I explained changeovers were the most critical activity during the production run and everyone should be helping to execute the safest, most accurate changeover possible. It couldn’t be done from the breakroom.
Some argued they wouldn’t be able to get their breaks under these new rules. I felt they’d have more flexibility around their breaks once changeover performance improved.
Immediately after the new rules were implemented, employees came to my office to express their displeasure. After listening to their arguments, I explained why I felt the rules were necessary. The plant had a culture of teamwork and help. There was no way to help teammates from the breakroom. Then, I told them, “let’s give it a chance and see how things go.” They didn’t like my answer. I was firm in my convictions and sent them on their way.
At the beginning of every changeover, I took a walk to the break room to ensure people were following the changeover rules. I didn’t want to put all of the burden on my Team Managers. I held myself accountable for rule enforcement. From time to time, I found people in the break room during a changeover. I always asked if their Team Manager had approved the break. Most of the time, they got up and went back to the line, indicating they hadn’t.
After four weeks, changeover time was reduced by 33%. Not only was the time reduced, it was more predictable. Just by having everyone available to help with the changeover and in place when the line was ready to start up. My team noticed the results. Visits to my office by “dissatisfied customers” came down significantly.
Team Managers felt more comfortable enforcing the changeover rules. They knew I had their back and they were seeing results. They were able to explain the rules and the reasons for them. It was no longer “Adam’s rules for changeovers”.
Two weeks later, a technician came to my office. He said, “Adam, I know you’re just going to tell me ‘let’s give it a chance and see how things go.’ I just wanted to tell you how I feel about the changeover rule anyway.” I thanked him for the feedback. He knew what I was going to say. There was no point repeating it.
Changeovers became a source of pride across all of the crews. Teamwork strengthened and performance continued to improve. What was once difficult and frustrating was now safe, simple, and predictable.

It’s Better to Beg Forgiveness than Ask Permission
In 1998, I was invited to Hoogezand, the Netherlands, to help a team make improvements to their ceiling tile production line. Little did I know it would be the longest Kaizen event in my life. I had been to the plant three months before and identified significant changeover time reduction potential. It was time to put my money where my mouth was. In advance of the trip, we identified members of the team and the need for an interpreter. I didn’t speak Dutch and still don’t. We’d have two weeks to work on the line and were to coordinate with the Production Manager any time we needed to shut the line down to work on or test the equipment.
In 1998, I was invited to Hoogezand, the Netherlands, to help a team make improvements to their ceiling tile production line. Little did I know it would be the longest Kaizen event in my life. I had been to the plant three months before and identified significant changeover time reduction potential. It was time to put my money where my mouth was. In advance of the trip, we identified members of the team and the need for an interpreter. I didn’t speak Dutch and still don’t. We’d have two weeks to work on the line and were to coordinate with the Production Manager any time we needed to shut the line down to work on or test the equipment.
I arrived in the Netherlands on Sunday and met with the team in a conference room on Monday morning. After introducing myself, getting to know each of the team members, and providing some Lean and changeover reduction training, we took a tour of the line to identify the highest priority areas to improve and also to get a sense for the team’s interests.
The line wasn’t running very well and I was informed this was typical. Most of the equipment was in need of repair and the maintenance department wasn’t in tune with the needs of the production organization. I told the team I wanted to meet the Maintenance Manager. They looked at me like I had asked for something outrageous. When he came out to the line, I could see why they were a bit apprehensive.
Progress vs. Paperwork
Ullrich was a very tall German man, perhaps six foot eight (I am five foot seven on a good day). With a shaved head, hands twice the size of mine, and a very low and stern voice, he introduced himself by grabbing my hand and saying, “You vill not touch or modify any equipment without filling out the proper paperwork!” Taking my hand back before it was crushed, I assured him we would follow the rules. Although he didn’t seem satisfied, he left to go to the maintenance office.
Realizing we couldn’t fill out paperwork while we were making our improvements, I promised the team I would fill out the forms at the end of each day. The team didn’t look like they believed me, but knew I didn’t want any broken fingers. There were so many problems on the line. Two weeks weren’t enough time to fix everything. With focus, dedication, and proper prioritization, I was sure we’d make significant progress.
The top priority of the team was to improve the reliability of the equalizer, which cut the ceiling boards into finished tile dimensions. Operators had a difficult time setting up the proper cutting sizes. It took hours for them to get the proper cuts. We asked the Lead Operator to shut down the line, to allow us to assess the situation and find out why it was so difficult to set up to the proper size.
Five minutes later, the Production Manager came by to find out why the line was shut down. We told him we were trying to figure out what was keeping the equalizer from being set up consistently. He reminded us we were supposed to let him know any time we were going to shut down the line. I apologized and said it wouldn’t happen again. Knowing it probably would happen again; I advised the team to remind me to let the Production Manager know our intentions before shutting the line down. They promised they would. I wasn’t so sure.
Asking the Right Questions
The equalizer used precision screws to guide the saws to their final positions on the cutting bed. Operators turned a handle to move the saws on the screws. Watching the saws move as the handle was turned, I could see the saws weren’t moving consistently. With the first full turn of the handle, it appeared the saw moved twice as far as it did with the second full turn of the handle. This situation had to be resolved. First, we had to figure out why things were acting in this way.
We tracked down a dial indicator with a magnetic base. We wanted to see how much variation was occurring when we tried to move the saws. On our first test, the handle was turned one full revolution and the saw traveled 0.020”. We turned it one full turn in the opposite direction and the traveled just 0.005”.
The team was convinced the precision screw had worn down, causing variation in movement. Thinking about this, I knew this should not be the case, but I also know what my eye had seen. Then I asked the question, “What is riding on the precision screw?” It turns out it was a brass bushing. My next question was, “Which component is more likely to wear down, the brass bushing or the hardened steel precision screw?” It had to be the brass bushing. My next question was, “When was the last time the brass bushings were replaced?” No one remembered it ever happening.
We tracked down Ullrich, explained the situation and found enough brass bushings to replace all of the assemblies on the equalizer. Four hours later, we had replaced bushings worn down to the nub with brand new brass bushings. After, we tested out changes and now had saws able to repeat their locations within 0.001”. Ullrich reminded me to fill out the proper paperwork, but was impressed enough to shake my hand. This time, he didn’t crush it.
Making Progress and Earning Trust
Over the rest of the first week, we made similar improvements to all areas of the line. We never filled out the paperwork in advance, but our earlier success at the equalizer reduced the pressure on me, the team, and my hands. We also made a game of shutting down the line and then betting on how long it would take the Production Manager to show up to see what we were doing. We were improving so many things so quickly he also gave us the leeway to shut the line down without approvals, but kept playfully reminding us to follow the rules.
The team enjoyed the work so much they decided to work on Saturday and then take Sunday off. I took Sunday to go sightseeing and got lost in the village of Makkum, 80 miles to the west, known for their ceramic tile craftsmen. That’s a story for another time.
Monday, the team was ready to make more improvements to the line. We improved almost every part of the production line by Friday morning. Our report out was scheduled for Friday afternoon. The entire plant staff showed up at the production line and listened to the team explain and show their improvements in Dutch. At the end of the report out the team said, “Adam leerde ons dat het beter is om vergeving te smeken dan om toestemming te vragen!” After much laughter and clapping by the staff, Ullrich, and Production Manager, I was told the translation was: “Adam taught us that it is better to beg forgiveness than ask permission!”