Kaizen Success Stories

Real Manufacturing Results. One Kaizen at a Time
Explore real-world Kaizen success stories showing how manufacturing teams solved critical problems, improved performance, and created sustainable results.

Lean in Action
I was Lean Champion for the Global Technology group at a ceiling tile manufacturer for six years. During that time, I was responsible to train all new employees in Lean principles and techniques as they joined our group. The goal of this training was to help them understand what we were doing and how we applied Lean to our work. My aim was to generate interest and engagement around Lean. In the early years, things didn’t always go the way I expected.
I was Lean Champion for the Global Technology group at a ceiling tile manufacturer for six years. During that time, I was responsible to train all new employees in Lean principles and techniques as they joined our group. The goal of this training was to help them understand what we were doing and how we applied Lean to our work. My aim was to generate interest and engagement around Lean. In the early years, things didn’t always go the way I expected.
When I first started training new employees, I created eighty PowerPoint slides that described as many Lean concepts as I could squeeze into the two hours allotted for the training. I reviewed the slides, gave participants a chance to ask questions, and then declared them “trained.” I never got many questions during this training and new employee participation in Lean efforts was hit or miss once the training was completed.
I knew I had to do better if I was going to realize my engagement and participation goals. The first thing I did was develop activities to demonstrate the various Lean concepts I was trying to reinforce. From an interactive 5S number search to a triangle peg jumping game, new employees started to draw value from the time they spent with me. I saw a slight increase in engagement and participation. I wasn’t satisfied. What else could I do, I wondered?
My breakthrough came one day when one of the trainees asked, “This is all well and good, but how does it apply to what we do in Global Technology?” I knew what I had to do. Make the training specific to the actual work we did and give demonstrations of Lean in action.
The first thing I did was test my training against the Global Technology Vision and Mission. If parts of the training didn’t support our Vision and Mission, I either removed it or modified it. Now the theoretical became practical. Power Point slides were reduced and made more relevant.
Focusing on the suggestion of Lean in action, I added a Gemba walk to the training. After an hour of classroom training, I led an interactive tour of areas that had applied Lean thinking to their processes. From the Pilot Plant to the Capital Engineering Records Room to the New Product Development Project Board, new employees could observe and interact with people using Lean. They had a more definitive picture of how Lean worked in practical settings.
The training still took two hours, but was much more interactive and engaging. Because I took a different tour route each time, I was more energized by it as well. Most importantly, participation and engagement of the new employees rose to record levels.

Four Value Streams = Four Boards
I reported to the Vice President of Global Technology for a ceiling tile company as Lean Champion. During my tenure, we kicked off our Lean transformation and established four Value Streams: Innovation (R&D), New Product Development, Capital Engineering, and Business and Operations Support. Each Value Stream Director guided efforts to deliver value to the internal and external customers who relied on their critical results.
I reported to the Vice President of Global Technology for a ceiling tile company as Lean Champion. During my tenure, we kicked off our Lean transformation and established four Value Streams: Innovation (R&D), New Product Development, Capital Engineering, and Business and Operations Support. Each Value Stream Director guided efforts to deliver value to the internal and external customers who relied on their critical results.
While the Value Streams had different customers and missions to accomplish, they interacted frequently and shared resources. I supported all Value Streams and had the opportunity to build relationships across all areas of the business. One area we worked on was how to keep critical information in front of us and engage in it at all times.
In the early days of our Lean transformation, we identified the need to create white boards to display the most relevant and urgent information for everyone to see and act on. Using weekly huddles, the boards would be reviewed and decisions were made and documented. Some of the teams took this need for a white board to be a requirement and put together their boards and huddles just because they thought the Global Technology VP and Lean Champion said it must be done.
It quickly became apparent these boards weren’t helping the teams accomplish their work in a manner more productive or safer than they had been before the boards were established. In fact, one of the teams got a bit rebellious and started to make their huddle a grind, rather than a value-adding exercise. Snide remarks and rushing through information replaced deep discussion and problem-solving.
I called a meeting with the Global Technology VP and the four Value Stream Directors. After much discussion, I was able to draw out their resistance to the boards and huddles. Probing further, we identified the issue. They thought the design of the boards was prescriptive, leaving them no room to design for the purpose of their individual Value Streams. Directors thought everything had to look the same and act the same, even if it didn’t work.
Now that we had revealed the problem, we were ready to improve the situation. We quickly agreed that design of the boards and huddles should be left to the Value Stream teams. They’d decide what was most relevant and useful and then design the boards and huddles to highlight only that.
I offered my assistance in helping the teams design their new boards and huddles. Two Value Stream teams took up my offer. Two others decided to do it on their own. We agreed to these design principles:
1. Design the boards and huddles with the tools and information that help your team make decisions in the best possible way.
2. Don’t worry what your board looks like. If it helps you, that’s all that matters.
3. Make it easy to know when help is needed.
4. There’s no standard board layout. We’ll teach our leaders how to read the boards and support your efforts.
Within four weeks, all Value Stream teams redesigned their boards and huddles and started to use them. None of them looked alike. Over the next months and years, Value Stream teams redesigned their boards and huddles many times, based on what they believed was an improvement. The information they shared became more relevant, urgent, and beneficial to their employees, the overall Global Technology group, and their customers.
From time to time, other organizations benchmarked Global Technology due to our impressive results. Most people who visited with us asked why our boards looked different by Value Stream. They thought all boards should be standardized, allowing anyone to read and understand any of the boards without training.
The Value Stream teams came first, I told them. The teams did what was right for the business. We successfully taught our leaders how to read the boards and support the teams. Those who challenged my thinking didn’t always like my answer about standardization. I knew we were giving our employees all the tools they needed to make the best possible decisions for themselves, their customers, and the business.

From Tool Boxes to Tool Stations
In 2011, I was asked to facilitate a changeover reduction Kaizen event at a ceiling tile plant in Florida. Most changeover reduction events have a goal of reducing time by 50%, while maintaining or improving quality and safety. In this case, the team was asked to reduce changeover time by 90%. This would be a challenge for the team and my ability to facilitate them to a solution.
In 2011, I was asked to facilitate a changeover reduction Kaizen event at a ceiling tile plant in Florida. Most changeover reduction events have a goal of reducing time by 50%, while maintaining or improving quality and safety. In this case, the team was asked to reduce changeover time by 90%. This would be a challenge for the team and my ability to facilitate them to a solution.
The area chosen was the edge finishing line. The line cut and painted edges on the ceiling tiles before sending them on to the packaging line. Using a panel saw called an equalizer, tiles were cut to a rough size. Four tenoners cut and painted the edges of the tiles to achieve precise outer dimensions and edge finish. The tiles were designed to fit snugly into ceiling grid. A portion of the tile hung below the surface of the grid, creating a three-dimensional visual.
The tenoners had dozens of adjustment points, requiring wrenches and other tools to meet the strict dimensional tolerances. All technicians had their own personal toolbox, which they stored far away from the line. When it was time to adjust or set up the tenoners, they gathered their personal tools and brought them over to the tenoner they were adjusting at the moment.
After training the team in Lean principles and Single Minute Exchange of Die (a changeover reduction approach) we watched a changeover conducted by the crew on shift. What we saw was a tremendous amount of movement by the technicians conducting the changeover. Most of the movement was due to each technician gathering and moving tools back and forth between the line and their personal toolboxes which were stored thirty yards from the tenoners.
The changeover took ninety minutes. Our goal was to achieve a consistent nine-minute changeover. I wasn’t sure it was possible, but there appeared to be a tremendous amount of opportunity, especially in the area of tool use and placement.
After brainstorming overall improvement ideas, I facilitated the team to focus on ways to eliminate the huge amount of movement we observed. The plant was built in the 1940’s. Most technician habits developed over many decades of production. I wasn’t sure people would be willing to change their approach and give up their personal toolboxes.
They weren’t willing to, but it didn’t matter. The team realized their toolboxes should be set up to do unscheduled repairs and adjustments. Placing tools right at the place they were needed, would save a huge amount of time during changeover.
We identified three tools used to set the tenoner saws and edge paint sprayers precisely. They were needed in eight separate locations. Were we willing to replicate those three tools eight times?
If we wanted to cut the time by ninety percent, we had to be willing to try extreme measures. I went to the hardware store and bought eight sets of tools. The team mounted them exactly where they were needed for the changeover.
In addition to the tools, we created visuals to show the steps and installed a large digital clock on a post. It displayed the changeover elapsed time. We tested our new procedure with all of the improvements and were able to complete the changeover in fifteen minutes by the end of the Kaizen event.
Although we didn’t meet our goal, changeover time was reduced by 83%. The team felt like they had won and the plant reaped the benefits of a safer and quicker changeover for many years thereafter.

This Stuff Works
At a gummy vitamin manufacturer in Pennsylvania, I was asked to facilitate a team of mechanics responsible for supporting and maintaining the manufacturing operation. They had difficulty keeping their maintenance area compliant with strict food production regulations. Our goal was to develop a system to guarantee compliance, while improving their ability to service their customers.
At a gummy vitamin manufacturer in Pennsylvania, I was asked to facilitate a team of mechanics responsible for supporting and maintaining the manufacturing operation. They had difficulty keeping their maintenance area compliant with strict food production regulations. Our goal was to develop a system to guarantee compliance, while improving their ability to service their customers.
On the morning of the first day of the Kaizen event, I taught Lean principles and how 5S is used to optimize safety and productivity in a space. It all sounds good in a classroom. The team wondered how it applied to their situation. After training, we took a Gemba walk through their workspace. They thought they were in pretty good shape. The space was cluttered and lacked any hint of organization. They had nothing to compare to and hadn’t been exposed to other examples of 5S in the facility. After generating ideas in their work area, I took them to two locations in the plant that had used 5S: a production line and the Weld shop.
Our first stop was the production line. I asked one of the technicians operating the line to give the team a tour and point out what they had done and the benefits he had seen. He obliged and described 5S and its benefits as best he could. Team members were paying attention to what he was saying, but asked few questions and wrote fewer notes. I thanked the technician and took the team to the Weld shop.
On our way to the Weld shop, I asked team members what they thought of the production line. Feedback fell into two categories:
1. It looks pretty good.
2. I can’t see how it applies to our area.
I knew the next tour stop would be more inspiring. I was intimately familiar with what was done in the area. I could provide a more compelling review for the team.
When we got to the Weld shop, I noticed Jimmy working on a project. He was the team leader when we applied 5S to the Weld shop.
Jimmy: “What are you doing here?”
Me: “This is the Kaizen team from the gummy vitamin maintenance area. I’m giving them a tour of the Weld shop and showing them what your team accomplished.”
Jimmy: “Okay, just don’t get in the way. I’ve got lots of work to do.”
Me: “Thanks Jimmy. If you want to give the tour or share your thoughts, please do.”
Jimmy: “That’s fine. You can give the tour.”
Jimmy is not someone who likes to speak in front of groups or work with teams. Jimmy is also one of those folks who isn’t a fan of management or consultants. But, if he believes in something, it’s useful and helpful to him and others. He doesn’t give out compliments often (ever?) and doesn’t fall in line and do whatever he’s told.
I started the tour pointing out various ideas and improvements the Weld shop Kaizen team made six months earlier. Jimmy was paying attention to what we were doing, but didn’t say a word. I think he was interested to see how I’d describe the work of the Weld shop team. I did my best to represent their efforts and as I did, you could see the pride grow in Jimmy’s face.
My next stop on the tour was at the tool board created by the team during the Kaizen event. As I started describing and demonstrating the use of the tool board to the team, Jimmy got more and more interested. My new team was asking many questions and taking notes on my responses and their observations.
Rob (team leader): “This looks good and all. Does it really stay this way?”
Me: “I don’t think they cleaned up for us.”
Ben (team member): “Does this really work?”
Jimmy: “Look, this may sound silly and it may sound stupid. This $#*% works!”
This was the moment of clarity and credibility for the team. If Jimmy thought so, it must be so. I stopped the tour. The team had seen everything they needed.
I thanked Jimmy and took the team back to the meeting room to review their observations and ideas. On the way back, I challenged them to beat the results of the production line and the Weld shop. They told me they were up for the challenge.
The rest of the week, the team did amazing work, identifying the critical tools needed (All Tools Available), giving them the most visible and logical homes (Visible Evidence) and even telling the leadership team what they needed them to do to sustain the efforts from now on (Layered Audits and Accountability). I am not sure their area was any nicer or better thought out than the Weld shop or the production line, but they thought so, and that’s all that matters.

You’re Never as Good as You Think You Are
Of all the Kaizen events I have facilitated, there is nothing like 3P. It’s the most exciting, energizing, and exhausting way to create breakthroughs with a team. 3P stands for Production Preparation Process. The idea is to design a new product or process with the least amount of waste possible.
Of all the Kaizen events I have facilitated, there is nothing like 3P. It’s the most exciting, energizing, and exhausting way to create breakthroughs with a team. 3P stands for Production Preparation Process. The idea is to design a new product or process with the least amount of waste possible.
Production Preparation Process uses an eleven-step method to open people’s minds to what’s possible and make them as creative as their 8-year old selves. The technique was invented by Chihiro Nakao, a legend in the Lean community.
I was first exposed to 3P by consultants in 2010. We used the technique to design a new product in half the time it would have taken us to using our standard product development methods. I had the opportunity to facilitate half a dozen 3P events and was able to achieve similar breakthroughs with other teams.
I was always curious about the thinking behind 3P and had the opportunity to participate in a 3P competition, run by Sensei Nakao’s company, Shingijutsu, in 2013. During the week, I was able to pick up the nuances and deeper thinking behind 3P. I realized I had been taking shortcuts during the events I facilitated and because of that, we were diminishing our breakthroughs and results. I didn’t get to meet Sensei Nakao at the competition, but gained a deeper respect for the man and his thinking. I decided I would have to meet him one day, if the opportunity arose.
Meeting the Sensei
In 2016, I found out there was an opportunity to meet Sensei Nakao, as Shingijutsu was running another 3P workshop at a plant in Connecticut. He was the overall sensei for the week. I convinced three other coworkers to register for the workshop and we drove up to Connecticut together. During the drive, we discussed our expectations for the session. I wanted to learn from the master, but I also decided I had to have the ultimate tourist experience: be scolded in Japanese by Sensei Nakao.
The host plant made parts for the aircraft industry. More than sixty people signed up for the workshop. We were divided into eight teams, each having a part of the process to improve using 3P. After some initial training in Japanese (with English translation) by Sensei Nakao, teams were assigned a sensei (facilitator) and toured their area of responsibility.
I had met my sensei at the 2013 competition. He chose me to be on his team for that reason. He also knew I had some experience in 3P and its facilitation, so he gave me more responsibility than the rest of the team.
We took a tour of the operation and spent many hours on the factory floor, engaging with the technicians and gaining deeper understanding of the process. By the end of a very long first day, I was exhausted and glad when the team dinner was over. I knew I would need a good amount of sleep to prepare me for the next day’s activities. I felt confident, having much experience with 3P. What could they throw at me that I hadn’t seen before, I wondered?
Go to Gemba
The next day, after a quick review, the team went back out to the factory floor to gather more data and test ideas. I was asking an operator some questions when our sensei motioned to me. He asked me to join him away from the line. He was working with another team member and wanted me to help facilitate the next step of the eleven-step method. They were drawing some pictures on a large piece of paper taped to a wall, just fifteen feet from the production line.
As I was helping my teammate at the wall, I felt a tap on my shoulder. I looked up and it was Sensei Nakao. He didn’t look happy. I got my wish. I was being scolded in Japanese! I only understood one word: Gemba. The interpreter told me that I should be spending more time in Gemba and not away from it at a wall. All learning was to be done in Gemba. There was nothing I could say, but I could see my sensei looked uneasy.
Achieving My Goal
My sensei must have said something to Sensei Nakao, as he was taken aside and spoken to in Japanese. He looked like a beaten puppy. When Sensei Nakao finished with him, he left and went to visit with the next team. I waited a few minutes and then said to my sensei, “You got scolded, didn’t you?” He looked at me sheepishly and finally admitted he had. We both laughed. I had realized my tourist objective.
The rest of the week was a blur. We were able to solve the problem we had been assigned. I learned deeper meanings of 3P and was able to bring back refined skills to my company. I continue to learn more about 3P. No matter how many 3P experiences I have, I can always do better. Sensei Nakao’s scolding reaffirmed it.

It’s Better to Beg Forgiveness than Ask Permission
In 1998, I was invited to Hoogezand, the Netherlands, to help a team make improvements to their ceiling tile production line. Little did I know it would be the longest Kaizen event in my life. I had been to the plant three months before and identified significant changeover time reduction potential. It was time to put my money where my mouth was. In advance of the trip, we identified members of the team and the need for an interpreter. I didn’t speak Dutch and still don’t. We’d have two weeks to work on the line and were to coordinate with the Production Manager any time we needed to shut the line down to work on or test the equipment.
In 1998, I was invited to Hoogezand, the Netherlands, to help a team make improvements to their ceiling tile production line. Little did I know it would be the longest Kaizen event in my life. I had been to the plant three months before and identified significant changeover time reduction potential. It was time to put my money where my mouth was. In advance of the trip, we identified members of the team and the need for an interpreter. I didn’t speak Dutch and still don’t. We’d have two weeks to work on the line and were to coordinate with the Production Manager any time we needed to shut the line down to work on or test the equipment.
I arrived in the Netherlands on Sunday and met with the team in a conference room on Monday morning. After introducing myself, getting to know each of the team members, and providing some Lean and changeover reduction training, we took a tour of the line to identify the highest priority areas to improve and also to get a sense for the team’s interests.
The line wasn’t running very well and I was informed this was typical. Most of the equipment was in need of repair and the maintenance department wasn’t in tune with the needs of the production organization. I told the team I wanted to meet the Maintenance Manager. They looked at me like I had asked for something outrageous. When he came out to the line, I could see why they were a bit apprehensive.
Progress vs. Paperwork
Ullrich was a very tall German man, perhaps six foot eight (I am five foot seven on a good day). With a shaved head, hands twice the size of mine, and a very low and stern voice, he introduced himself by grabbing my hand and saying, “You vill not touch or modify any equipment without filling out the proper paperwork!” Taking my hand back before it was crushed, I assured him we would follow the rules. Although he didn’t seem satisfied, he left to go to the maintenance office.
Realizing we couldn’t fill out paperwork while we were making our improvements, I promised the team I would fill out the forms at the end of each day. The team didn’t look like they believed me, but knew I didn’t want any broken fingers. There were so many problems on the line. Two weeks weren’t enough time to fix everything. With focus, dedication, and proper prioritization, I was sure we’d make significant progress.
The top priority of the team was to improve the reliability of the equalizer, which cut the ceiling boards into finished tile dimensions. Operators had a difficult time setting up the proper cutting sizes. It took hours for them to get the proper cuts. We asked the Lead Operator to shut down the line, to allow us to assess the situation and find out why it was so difficult to set up to the proper size.
Five minutes later, the Production Manager came by to find out why the line was shut down. We told him we were trying to figure out what was keeping the equalizer from being set up consistently. He reminded us we were supposed to let him know any time we were going to shut down the line. I apologized and said it wouldn’t happen again. Knowing it probably would happen again; I advised the team to remind me to let the Production Manager know our intentions before shutting the line down. They promised they would. I wasn’t so sure.
Asking the Right Questions
The equalizer used precision screws to guide the saws to their final positions on the cutting bed. Operators turned a handle to move the saws on the screws. Watching the saws move as the handle was turned, I could see the saws weren’t moving consistently. With the first full turn of the handle, it appeared the saw moved twice as far as it did with the second full turn of the handle. This situation had to be resolved. First, we had to figure out why things were acting in this way.
We tracked down a dial indicator with a magnetic base. We wanted to see how much variation was occurring when we tried to move the saws. On our first test, the handle was turned one full revolution and the saw traveled 0.020”. We turned it one full turn in the opposite direction and the traveled just 0.005”.
The team was convinced the precision screw had worn down, causing variation in movement. Thinking about this, I knew this should not be the case, but I also know what my eye had seen. Then I asked the question, “What is riding on the precision screw?” It turns out it was a brass bushing. My next question was, “Which component is more likely to wear down, the brass bushing or the hardened steel precision screw?” It had to be the brass bushing. My next question was, “When was the last time the brass bushings were replaced?” No one remembered it ever happening.
We tracked down Ullrich, explained the situation and found enough brass bushings to replace all of the assemblies on the equalizer. Four hours later, we had replaced bushings worn down to the nub with brand new brass bushings. After, we tested out changes and now had saws able to repeat their locations within 0.001”. Ullrich reminded me to fill out the proper paperwork, but was impressed enough to shake my hand. This time, he didn’t crush it.
Making Progress and Earning Trust
Over the rest of the first week, we made similar improvements to all areas of the line. We never filled out the paperwork in advance, but our earlier success at the equalizer reduced the pressure on me, the team, and my hands. We also made a game of shutting down the line and then betting on how long it would take the Production Manager to show up to see what we were doing. We were improving so many things so quickly he also gave us the leeway to shut the line down without approvals, but kept playfully reminding us to follow the rules.
The team enjoyed the work so much they decided to work on Saturday and then take Sunday off. I took Sunday to go sightseeing and got lost in the village of Makkum, 80 miles to the west, known for their ceramic tile craftsmen. That’s a story for another time.
Monday, the team was ready to make more improvements to the line. We improved almost every part of the production line by Friday morning. Our report out was scheduled for Friday afternoon. The entire plant staff showed up at the production line and listened to the team explain and show their improvements in Dutch. At the end of the report out the team said, “Adam leerde ons dat het beter is om vergeving te smeken dan om toestemming te vragen!” After much laughter and clapping by the staff, Ullrich, and Production Manager, I was told the translation was: “Adam taught us that it is better to beg forgiveness than ask permission!”

Let It Go
In 2010, Armstrong World Industries emerged from bankruptcy. A minority stake of the company was bought by a private equity firm. This firm knew there were many improvement opportunities and brought in consultants to help create a culture of continuous improvement across the global organization. Their approach was to hold many Kaizen events on a weekly basis, exposing as many people to the principles of Lean as quickly as possible.
In 2010, Armstrong World Industries emerged from bankruptcy. A minority stake of the company was bought by a private equity firm. This firm knew there were many improvement opportunities and brought in consultants to help create a culture of continuous improvement across the global organization. Their approach was to hold many Kaizen events on a weekly basis, exposing as many people to the principles of Lean as quickly as possible.
Having recently completed my assignment as the St. Helens Oregon Operations Manager, I was asked to provide support to the consultants. Sometimes I co-facilitated Kaizen events with the consultants. Other times, I was asked to facilitate Kaizen events independently of the consultants. This story is about one of the first Kaizen events held at the Marietta, Pennsylvania ceiling tile plant.
Paired with a consultant, I co-facilitated a team using 5S to improve the safety and productivity of their packaging area. 5S stands for: Sort, Set in Order, Shine, Standardize, and Sustain. Using this methodology, teams take a step by step approach as they make quick and meaningful changes to a target area. Lean was new at the plant, so we provided extensive Lean training to the team. The team was comprised of line operators, mechanics, a supervisor from the area, and a few staff members.
After the training, we took the team out to Gemba (the place where the work is done) to assess the materials that were no longer needed in the area. This is the first S, Sort. During Sort, the team is to decide what is absolutely necessary and what is clutter. The clutter is then disposed of or removed from the area. Once done, the team then moves on to Set in Order. The packaging area was built twelve years earlier and it was apparent most things in the area were from the first days of production.
A Case of Clutter
Many of the team members were having a difficult time finding things to dispose of. When something was found that didn’t look current or relevant, people would say things like, “We may need it in the future.” Or, “If we fixed it, we could use it.” After a few hours in the area, it didn’t look the team was willing to take a leap of faith and remove much of the unused and unusable equipment and materials.
The consultant and I stepped away from the team to discuss a strategy. “Adam,” he said, “we need to demonstrate it’s alright to remove and dispose of the clutter. Let’s pick a few things to remove, do it ourselves, and see if we can get others to join in.” I agreed, knowing we had to demonstrate it was okay to do something drastic to get breakthrough results. We took a walk around the area and found a few items that looked like they didn’t belong and then happened upon something that definitely needed to go.
Underneath a platform was an old rolling toolbox, covered in dust. Except it was unable to roll. One of the wheels was missing. When we looked through the drawers, all we saw were various nuts and bolts covered with years of grease and grime. The toolbox hadn’t been used in years and it looked to be an ideal candidate for the dumpster. It was pretty heavy, so we asked one of the team members to assist us as we pulled it out from under the platform. After getting it out, we placed it on a skid, ready to be taken away by a forklift.
A Toolbox Road Block
Except we couldn’t. Just as soon as we had called for the forklift, the supervisor on our team came at us with an angry look in his eyes. “What do you think you’re doing?” We explained what and why we were doing what we were doing. His face turned red. “I bought that toolbox for $300 and it’s served us well. I can’t believe you would just throw it out. We could fix it and use it.” When we pointed out the three new, clean rolling toolboxes in use in the packaging area, he stormed off.
We decided to talk with the rest of the team members. They told us no one had used the toolbox in years, the other toolboxes were sufficient, and the materials inside the old toolbox were of no use to them. They agreed to dispose of it and started to find other things in a similar condition to be removed as well.
The supervisor didn’t return that day. At the end of the day, the consultant and I were called to the Plant Manager’s office to talk about what had happened. The supervisor had stopped by the office earlier. After describing what we had done and the reaction of the supervisor and the team, we were told to tone down our approach. Lean was new to the plant and the people working there, and not everyone was on board. The supervisor was very proud of his accomplishments, helped design the packaging area, and took ownership for everything in the area, even the broken-down toolbox.
The Plant Manager told us it was more important to get the whole team engaged, rather than take extreme measures to prove a point. We agreed, and after leaving what felt like the principal’s office, we developed our strategy to reengage the team and improve relations the next day.
Taking a New Approach
The next morning, with the full team in a meeting room, we apologized for taking such drastic actions. We promised to get full team approval before making any more changes. When the team went back to the packaging area, they were energized. The consultant and I were able to step back and let the team make all of the organizational decisions in the packaging area. By the end of the week, the team removed more than 80% of the supplies, tools, equipment, and materials in the area. What remained was logically organized, in pristine condition and very visual. It was easy to see the condition of the area and if anything was out of place.
After a tour of the area, plant leadership remarked how much better everything looked and felt. Team members talked about the impact of the work and how it would benefit them in their normal jobs. This was the first of hundreds of Kaizen events at the Marietta ceiling plant over the next decade. Everyone learned valuable lessons. But I may have learned the most valuable lesson of all – pay strict attention to the team and understand what engages and motivates them. Even small changes are important; you don’t have to shoot for the moon every time. As long as the team owns the change, it will be sustained.

Virtual Kaizen Events
For many years, I have led, facilitated, or participated in hundreds of Kaizen events. During those events, people worked together in the same location to solve important problems. Sometimes team members travelled to the location of the event. Other times people weren’t able to travel to the event and the team carried on without identified experts. I loved the interaction and energy of those events, but wondered if there might be a way to hold an event that was as effective as putting people in the same room, but would be less difficult from a travel or logistical perspective.
For many years, I have led, facilitated, or participated in hundreds of Kaizen events. During those events, people worked together in the same location to solve important problems. Sometimes team members traveled to the location of the event. Other times people weren’t able to travel to the event and the team carried on without identified experts. I loved the interaction and energy of those events, but wondered if there might be a way to hold an event that was as effective as putting people in the same room, but would be less difficult from a travel or logistical perspective.
This year, out of necessity to work virtually, I challenged myself to develop a virtual version of a Kaizen event, and I am excited to say that I have been able to emulate the elements of my traditional Kaizen events and even believe there are some logistical advantages to the virtual Kaizen event. I now realize that it may be advantageous to consider a virtual Kaizen event and want to give you an image for what that can look like.
First and foremost, the team can come from anywhere, across any time zone. As long as they have an internet connection and some basic video conferencing technology such as Zoom, Microsoft Teams, Google Meet, or the many other options available these days, they can be part of the event. Most of the aforementioned technologies are free or have a minimal cost. Not bad when you consider the cost of travel. There are a number of software platforms that help the Kaizen facilitator (me) integrate with the video conferencing software and allow for and enhance collaboration during the Kaizen event.
Next, the topic of the Kaizen event is not limited to correcting virtual problems. While it might be a stretch to say that a virtual Kaizen event could be held to make equipment modifications or reducing physical effort or reducing changeover time, I am sure with some creativity it could be accomplished. More likely topics could include: strategic planning (VSM), cost reduction ideation, standard work development and improvement, business process improvement, process mapping, and many others. A successful Kaizen event must be chartered, so everyone is aligned around the effort and committed.
The flow of a virtual Kaizen event looks very similar to one done on site, and I have verified that all of these aspects can be accomplished virtually and efficiently. For your reference, here is the typical flow of a Kaizen event:
1. Sponsor kickoff
2. Background of the problem to be solved
3. Charter review
4. Voice of the customer
5. Lean principles overview
6. The Wheel of Sustainability explained
7. Gemba Walk of the Current State
8. Identification of the top pain points in the Current State
9. Brainstorming of opportunities to reduce/eliminate the pain points
10. Prioritization of the opportunities
11. Visualization of what good looks like in the Future State
12. Work on the top opportunities in sub-teams
13. Reviews of progress to achieve synergies across the total team efforts at multiple times during the event
14. Application of the Wheel of Sustainability and Lean principles to the work
15. Finalization of all work – testing against event objectives and the Wheel of Sustainability
16. Road mapping of any outstanding work and implementation planning
17. Report out to sponsor(s) and other stakeholders
18. Team recognition
Just a note or two about how technology can be used during the event. If a physical Gemba walk is needed, assigned team members can take their smart phone or a Go Pro or something else with them that can transmit to the team in real time. Also, they can answer questions during the walk or engage with others doing the work during the walk.
I have also reconsidered how a full day in a virtual Kaizen event might have to be managed, especially for those working from home. Sometimes you have to tend to your family, your pet, or yourself. So, we would have to be quite flexible around how breaks are managed. But, that can all be sorted out prior to the event. If nothing else, the past few months have taught me to be much more open and flexible in my thinking. But isn’t that what continuous improvement is all about?
For those of you who have put off Kaizen events in your business due to the current situation, I encourage you to consider trying a virtual Kaizen. If you wait too long, competition will pass you by. I would love to help you stay ahead.

Best Event Ever
I was the Lean Champion for Armstrong World Industries for six years. My responsibility was to guide the organization to a continuous improvement mindset in all of their activities. I had no direct reports and reported to the Executive Vice President of Global Technology. When we kicked off our Lean transformation, most in the organization felt we were implementing the “flavor of the week” and weren’t ready to commit to changing their habits.
I was the Lean Champion for Armstrong World Industries for six years. My responsibility was to guide the organization to a continuous improvement mindset in all of their activities. I had no direct reports and reported to the Executive Vice President of Global Technology. When we kicked off our Lean transformation, most in the organization felt we were implementing the “flavor of the week” and weren’t ready to commit to changing their habits.
I knew it would be an uphill climb for me, as my job was one of influence. I had to capture the hearts and minds of my coworkers. It would have to happen one person at a time. With approximately 150 members of our team, I knew it would take a while to get to a point where we could see any indication of changing mindset.
As Lean Champion, I had to be a teacher, mentor, sensei, cheerleader, and pain in the ass at different times. Most people would say I was more of a pain in the ass than anything else. It was just me in the beginning, so I needed to get some allies. Luckily, I already had a few managers and coworkers who had seen my earlier Lean efforts with teams prior to our official Lean transformation. They were there with me, fighting alongside of me and lending credibility to my efforts. I also had the support of my manager, who had seen Lean applied in manufacturing and wanted similar or better results. Our group had taken a few hits over the past few years. A factory start-up didn’t go as well as planned and we had slowed our rate of developing new products for the market. There was a compelling case for change.
At the beginning of our Lean transformation, we strategically planned Kaizen events to target areas of the organization that needed the most help or would create high visibility for the results. Our first official Kaizen event was a Value Stream Mapping event, which is the Lean version of a strategic planning session. For many of the participants, this was their first time in a Kaizen event. I always want to generate energy and enthusiasm in the team, and as a facilitator, I had to put myself out there a lot. After my manager kicked off the event with words of encouragement, he handed control over to me. I decided to try something to get a positive reaction. I said, “I want to welcome you all to our very first Value Stream Mapping event in Technology. It’ll be our Best Event Ever!” Most of the room got the irony of the statement and laughed. Some didn’t know what to think and laughed too. I knew I was on to something.
At different times during the Value Stream Mapping event, I brought up the fact that we were doing work to assure this truly would be a great event, perhaps the best ever. People would poke fun at me every time. At the end of the event, during the report out to our sponsor and customers, my manager made a special point to say the event was truly the best event ever. Again, people laughed, but now they had something to use at my expense from then on.
Over the years, “Best Event Ever” was said many times by many people and the organization made many breakthroughs. An 18-month product development cycle was reduced to 10 months. The new product portfolio of $150 million was increased to $380 million. Over 95% of the total organization had participated in at least one Kaizen event and all new employees were onboarded with Lean principles, taught by the Lean Champion. The overall culture of the organization transformed to one with a continuous improvement mindset and the words of their pain in the ass Lean Champion were well ingrained by the time I left for my next adventure.

Gemba Walks
For those unfamiliar with the term, Gemba means “the real place, the place where the work is done.” A Gemba walk therefore means that you are going to walk through the real place and assess the work being done there. I tweak it a bit to mean, “assess the health of the operating system.” This sounds like an audit, and it is. For many companies, the idea of the Gemba walk is to take people out of their offices and walk through the process with their people. It’s not always the most comfortable thing for people to do. If done well, it can be extremely impactful. If not done well, it becomes a big waste of time.
For those unfamiliar with the term, Gemba means “the real place, the place where the work is done.” A Gemba walk therefore means that you are going to walk through the real place and assess the work being done there. I tweak it a bit to mean, “assess the health of the operating system.” This sounds like an audit, and it is. For many companies, the idea of the Gemba walk is to take people out of their offices and walk through the process with their people. It’s not always the most comfortable thing for people to do. If done well, it can be extremely impactful. If not done well, it becomes a big waste of time. The idea is to make it as engaging and impactful as possible. The next story is how I helped a team in St. Helens Oregon develop a Gemba walk that was impactful and drove organizational behavior to higher levels of performance.
I was the Operations Manager at Armstrong World Industries’ ceiling tile plant in St. Helens Oregon for just under three years. During that time, I had the great opportunity to test and apply some of my continuous improvement principles to the manufacturing organization directly and get immediate feedback from my efforts. I am proud to say we had some of the best operating results in the company, and I’d like to think that my efforts contributed to that. There were a bunch of great team behaviors that already existed, and I applied my approach in a way that utilized and enhanced the strong culture of teamwork.
I spent a large percentage of my time on the manufacturing floor, engaging with the technicians and auditing the systems that were keeping us safe and productive. We used many paper documents in our work and everyone was required to sign off when they completed critical tasks. The Team Managers were required to audit their crews on a regular basis and then I would audit their audits on a less frequent basis. At one point, we were 100% compliant for all critical tasks for many months in a row. The plant was operating at peak efficiency.
A Slip in Efficiency
During an economic downturn in 2010, the plant reduced staffing and I was offered a position in the corporate offices in Pennsylvania. I hated to leave my team, but I felt like the plant would continue operating well, using the systems developed during my tenure. Sadly, this was not the case, and efficiency and productivity started to suffer. The plant recognized this and implemented a daily staff-led Gemba walk. After many months, performance wasn’t improving and I was asked to come back out to the plant to see if I could help. I was happy to do so. I missed my team on the west coast.
The first morning of my visit, I attended the daily Gemba walk with the staff and observed their interactions and engagements with the technicians. There were eleven staff members who walked all over the factory, stopping at designated locations to engage with the technician doing a task. During each stop, they would ask these questions: Is everything okay? Do you need any help from us?
Most of the time, the technician would say everything was OK (it wasn’t) and they didn’t need any help (they did). The person asking the question would engage with the technician. The rest of the team didn’t seem to know their role. They weren’t paying much attention to what was going on. Afterwards, we would thank the technician for taking time with us and then walk to another location in the plant.
After we completed the Gemba walk, the staff asked me for my opinion. I told them that their purpose wasn’t being supported by the activity of the walk. If their intention was to show support and help for the technicians, it wasn’t apparent during the walk. The terse answers by the technicians showed they didn’t believe they were being supported or that sincere help was being offered. The lack of engagement by the full staff was troubling and it was apparent to their customers, the technicians.
The good news was, if they were willing, we could easily change the Gemba walk and achieve their purpose. However, they would need to engage their customers in the redesign of the Gemba walk. They were willing and we agreed to bring a small team of technicians, team managers, and staff together in the next day to redesign the Gemba walk.
A New Kind of Walk
The next morning, I reviewed the principles of a Gemba walk with the team. These principles included: Be help to those you interact with, assess the health of the operating system, and engage and support your customers (the technicians). I challenged the team to develop a focused purpose for their Gemba walk. They decided they wanted a Gemba walk that would help them prioritize and take action on the top issues causing safety and productivity risks. They also wanted the Gemba walk team to expose issues the technicians were overlooking in their everyday work. Finally, they only wanted people to attend the Gemba walk if they sincerely wanted to be there and were helpful.
Based on a refocused purpose, the team started designing the new Gemba walk. Their new design improved the questions to be asked, the way the staff would engage, and how issues were to be exposed. The new questions weren’t yes or no anymore, they were more “show me” questions. “Show me the issue that caused you downtime yesterday or concerned you from a safety standpoint.” “Show me how the valve works when you switch from tank A to tank B.”
In order to expose risks and increase engagement of staff with the technicians, the team created seven different responsibilities to be given to different Gemba walk team members. Examples included: safety auditor, standard work auditor, housekeeping auditor, and equipment auditor. These duties were written on cards and given out randomly to members of the staff at the beginning of the Gemba walk. At designated stops staff were to review their findings with the technicians and the team. The team would then prioritize the top issues at the end of the walk and take action on them.
Simple Changes, Large Improvements
The team conducted a Gemba walk using the new process. During the “simulated” walk, we asked various technicians their opinion of the newly designed process. They were extremely positive about it and thought it would be more helpful to them than the prior Gemba walk. With feedback from a number of technicians, the team finalized their new Gemba walk by the end of the day. The next morning, they started the new Gemba walk and uncovered many issues that had been holding back the performance and safety of the plant. Engagement improved, as well as safety and productivity over the next months and years.
I have seen Gemba walks in many stages of effectiveness. Some Gemba walk teams take a specified tour of their offices or facility and then end up at a white board to review performance and make assignments. While this is a vast improvement over staying in your offices and reading reports, it feels as though the person reporting results at a board is in the spotlight, or on trial. It doesn’t feel as engaging and helpful, as most of the participants are firing questions to the person reporting results. Slight improvements would make all the difference, and I encourage those who do things in this way to review and reflect upon their Gemba Walk purpose and make corrections that would better support their purpose, much like the St. Helens team did.

Color Coded Badges
The Pilot Plant at Armstrong World Industries, a global ceiling tile manufacturer, has tons of operating equipment designed to allow technicians, engineers, and scientists to try out their ideas and experiment in their efforts to create new processes and products. One of the areas in the Pilot Plant that gets the most use is the wood shop. Containing over 50 separate pieces of equipment, much of it requiring skills to operate it safely.
The Pilot Plant at Armstrong World Industries, a global ceiling tile manufacturer, has tons of operating equipment designed to allow technicians, engineers, and scientists to try out their ideas and experiment in their efforts to create new processes and products. One of the areas in the Pilot Plant that gets the most use is the wood shop. Containing over 50 separate pieces of equipment, much of it requiring skills to operate it safely.
Each area in the Pilot Plant has an owner, and the wood shop is no exception. Troy is his name (made up to protect the guilty), and he manages a tight ship. As much of the equipment in the wood shop had cutting and grinding capabilities, there was a need to train people to use the equipment safely and properly. Troy takes his responsibilities very seriously and has trained all of the people who wanted to use the equipment himself, on an annual basis. If someone wanted to use the equipment but wasn’t trained or qualified, Troy wouldn’t let them. That is, if he was aware of it.
It turns out that some of the employees used the equipment without training or qualification from Troy, when he wasn’t there. Word got back to Troy and he was not happy about it. This was his area and he was responsible for it. He knew he needed to do something to keep people safe and doing the right thing, but his earlier efforts confronting those who were breaking the rules didn’t get the desired results. He even spoke with the managers of those who were breaking the rules and that didn’t work either. More and more frustrated, he looked like he was about to blow a gasket one day and I decided to see if how I could help.
Shifting Responsibility
When we first started discussing the problem, Troy told me people should respect the rules and equipment and act responsibly. If they weren’t willing to follow the rules and keep themselves safe, “we should fire the lot of them.” Knowing that terminating employees isn’t the ideal solution, I wondered if he was willing to try a different approach. As I had worked with Troy for many years and we got along pretty well, he humored me and listened to what I had to say.
I acknowledged the problem and how critical it was for people to do the right thing. I also acknowledged Troy’s tremendous energy and effort that he had put into the training and expectations in the wood shop. He had trained more than fifty employees annually and kept careful records. He did the follow-up and communication and tracked compliance. Quite a task, as it was in addition to his normal duties in the Pilot Plant. I asked Troy if he thought there was a way to make it easier to enforce compliance that wouldn’t be totally reliant on him. If I saw Joe using a band saw, I had no way of knowing whether Joe had been trained and qualified to use the band saw. I could ask Joe, but that wasn’t an efficient way to create accountability.
Troy looked at me kind of funny. I get that look often. I could tell he was processing my question. Then I pointed out the area in his wood shop where everyone can assess compliance, the tool board. Anyone could tell whether all the right tools were on the board and when they were missing. It was easy to step in and hold people accountable to do the right thing. The visual nature of the board made it easy for anyone to help. Now the light bulb went on for Troy. I was ready to help some more, but I could see that he wanted to figure things out for himself.
Earn Your Badge
Three weeks later, Troy was ready to share his solution for training and accountability in the wood shop. He created a badge system with three colors, red, blue, and yellow. Yellow was the lowest safety risk level, blue was next, and red was the top safety risk level. He identified the safety risk of each of the over 50 pieces of equipment used in the wood shop, assigned them a risk color, and attached the appropriate badge to each piece of equipment. Next, he communicated the new badging system to the organization. Finally, he would personally assign a badge to each person based on their training and Troy’s qualification rules. Only Troy could issue the badge and only someone wearing a badge was authorized to use the equipment with the corresponding risk level as the badge being worn. If you wanted a higher-level badge, you had to be personally trained and qualified by Troy. Nobody got a colored badge unless Troy authorized it.
The rest of the organization was now able to assess compliance within seconds and help Troy keep everyone safe and doing the right thing. Troy put in all of the preparation and effort. But the rest of the organization could help him maintain compliance. It didn’t take long before we stopped hearing stories of people trying to go around the system. And for good reason, our leaders were holding themselves accountable to help Troy keep the area safe and compliant. The rest of the organization saw how important it was and stayed compliant. It stayed that way through my last days at Armstrong. If I know the organization and Troy, it still is that way to this day.

Little Things Mean A Lot – Revisited
A global consumer goods manufacturer was experiencing high levels of downtime, jams, and long changeovers on a critical production line. They invited Process Improvement Partners to their plant to observe and discuss the problem and identify opportunities for improvement. After reviewing performance, we took a walk to the line. The line was running, and after a description of line components, it became apparent there were quick opportunities to improve performance of the line.
A global consumer goods manufacturer was experiencing high levels of downtime, jams, and long changeovers on a critical production line. They invited Process Improvement Partners to their plant to observe and discuss the problem and identify opportunities for improvement. After reviewing performance, we took a walk to the line. The line was running, and after a description of line components, it became apparent there were quick opportunities to improve performance of the line. The techniques we would use were quite basic: leveling, squaring, aligning, and centering of products with the process. It seemed so simple, and the customers were skeptical. We suggested a five-day Kaizen to improve line reliability, scheduled for January 2019.
Leading up to the Kaizen event, we had many discussions with line operators, mechanics, and engineers, and we made several confirming observations on the line. During a discussion with the Plant Manager, it became apparent he didn’t buy-in to the approach. He had used a process called “Center Lining” before, and had mixed results. In addition, it took weeks to accomplish. We assured him centering of the process would be completed on the first day of the Kaizen and then we would optimize all parts of the process around the center in the following days. He was still skeptical, but heard enough and saw our confidence, and gave final approval for the Kaizen to proceed.
Taking a Different Approach
In most Kaizen events, we provide a structured approach to the team charged with solving a problem. We very rarely dictate specific actions to the team. In this case, the entire first day was controlled and team members were asked to follow very specific instructions before implementing their ideas.
After receiving training on the approach, the team walked to the production line. We reviewed safety requirements, shut down the line, and locked it out. The next step was to identify the center of the critical packaging process. This was the part of the line where everything comes together – the product and the package. We told the team everything leading up to the packaging process should be located and optimized to the center of the process. They didn’t think it would be very important, but were willing to learn and find the center of the line.
We located the center of the line at the midpoint of the conveyor frame on the out-feed side of the equipment and wrapped a string around that point. Then, stretching the string through the equipment, we found the center of the conveyors leading up to the equipment. A trained eye can keep the center precise within 1/32”, so we found what we believed to be center along approximately 100 feet of equipment and conveyor and pulled the string taut. Then, we marked the equipment and conveyor every 4 feet along its length to identify center for the process. Once complete, we noticed all product was coming into the equipment off center. The packaging was tracking off-center as well. That was the first time the skeptical team members saw something they weren’t expecting.
Taking Things to the Next Level
Our next step was to check the levelness of all of the conveyors leading up to and through the equipment. Ideally, all conveyors should be no more than 1/32” out of level at every transition (one section of conveyor to the next section) and side to side. Using a torpedo level and some shims, the team documented levelness of every section of conveyor.
In the middle of the leveling effort, I realized the team needed a longer level than was available in the various toolboxes around the line. Having done some work in the weld shop in the same factory, I knew there was a six-foot level that would be helpful in our efforts. I walked to the weld shop and asked the area owner if I could borrow the level. He reminded me of the rules of the tools in the weld shop – “Tools should either be on the board or in use. So, don’t forget to return the level as soon as you’re finished with it!” I reassured him that I was well aware of the rule (I had helped the team develop it, after all). So, sufficiently held accountable, I took the level with me.
Now, you need to know that the level had a label on it that read, “Weld Shop 6 Foot Level.” There was no way to not know where it came from and where it was supposed to go. Using the level, I was able to help the team identify and locate proper location and levelness of the conveyers.
Rule of the Tools
Every so often, I had to put down the level, and I made sure I placed it carefully on a table. Sam, an operator on the line we were working on reminded me that I was responsible to return the level as soon as we were done with it. Then, Ray, a supervisor on another line who happened to be walking by made sure to tell me the same rule. Then the HR manager told me. And finally, the plant manager, who was over at the line checking out our work, felt that he needed to remind me to return the level to the weld shop. Whether or not they were doing this to mess with me, it didn’t matter. What did matter was that the story of the weld shop and the rules of the tools had made it all the way through the plant. Every time I was told the rules, the rules were reinforced. This was exactly what I hoped for.
Over the course of our work, the team found many of the conveyors were out of level by more than ¼” and some were out as much as ½”. The good news was this condition was easily corrected, and by the end of two hours, all conveyors were leveled throughout the process. The team was losing its skepticism as the products ran more consistently once we started the line back up. The first day ended with the team handing the line back over to the production organization. And, yes, I returned the level to the weld shop.

Understanding is Critical
In February 2020, Process Improvement Partners was asked to facilitate a strategic planning session in Montreal for a global consumer products company. Having facilitated multiple Kaizen events where English is not the primary language, we set about to design an event that would incorporate additional translation time and resource effort for the event. Normally, this type of session takes three days. Even though we were told that most participants were bi-lingual, we aligned with the sponsor and leader and added four hours to the event plan.
In February 2020, Process Improvement Partners was asked to facilitate a strategic planning session in Montreal for a global consumer products company. Having facilitated multiple Kaizen events where English is not the primary language, we set about to design an event that would incorporate additional translation time and resource effort for the event. Normally, this type of session takes three days. Even though we were told that most participants were bi-lingual, we aligned with the sponsor and leader and added four hours to the event plan.
In the weeks leading up to the event, presentation slides were developed and sent to the team leader to be modified to show English and French terms. I knew that the first day of the session would be the most challenging, as most participants had no Kaizen event or Lean experience. With much training, demonstration, and direction, we had to ensure important elements were clearly and correctly understood.
On the first day of the event, every time anyone spoke, there was translation into French or English. Every time someone asked a question in French, it was translated into English. Any English discussion was translated into French. Things were going slower than anticipated. By lunchtime, we were two hours behind. People were getting concerned. I knew we were going to be fine as the week wore on. The first day is more focused on discussion than teamwork and it feels longer and is more challenging to first-timers.
Aligning and Adjusting
At the end of the first day, we were exactly four hours behind. Those four extra hours planned for in the overall event were already used up. Additionally, in a feedback session at the end of the day, most team members said we were translating more than necessary. After most of the team left, we regrouped with the team leader and sponsors to build a plan to get us back on track. On a positive note, all team members were speaking freely and engaging extremely well. This was most critical for the overall success of the event. In preparations for the event, the leader and sponsors weren’t expecting so much engagement. Their initial skepticism led to the translation requirement.
We agreed we would reduce the translation to an “as needed” basis. This meant that we would ask our engaged team members to speak up when they needed translation or further explanation. It was risky, but we would pay attention to the room and draw out requests for translation if we saw engagement declining. We then joined the team at dinner and watched the team strengthen during the evening.
On the morning of Day 2, we explained our new strategy to the team, in English and French, and told them it would be the last translation they received until they requested it. We also agreed not to translate anything into English. When a question was asked in French, it would be answered in French. The facilitators didn’t need to understand the conversation, unless they were asked something they had to specifically answer. The team liked the new approach.
Less Translation, More Engagement
Once we got the hang of the reduced translation and started watching the team for their understanding, progress happened faster and the team seemed more engaged and satisfied. At the end of the second day, the team reflected their appreciation for the change in approach and showed an optimism for the day’s work and the work to come.
The next two days flew by and the team built a strategic plan of which they could be proud. Their plan improved productivity, safety, quality, and customer service. They also learned many new tools and techniques they could use to solve problems in their day to day work. On the final day, ten different presenters told the story of the week and the strategic plan to an audience attending by video conference all over the world. Those in the audience said they could feel the enthusiasm and alignment and were amazed by how professional the presenters were, regardless of their position. They voiced their support to the team and encouraged them to implement their plan. Some even wanted them to implement it sooner than planned.
The week reinforced how critical communication and understanding is for the team to win. Even though we reviewed progress and issues with translation at the end of the first day, we now know we need to do it sooner if we find ourselves in a similar situation in the future. For the team’s part, we can only thank them for hanging in there while we were learning this valuable lesson.

Things Aren’t Always What They Seem
In 2011, Armstrong’s Marietta ceiling plant was utilizing technical resources and replacement workers to run the plant. Management and the labor union were unable to come to an agreement around their contract, and for seven months, the union workers were locked out.
In 2011, Armstrong’s Marietta ceiling plant was utilizing technical resources and replacement workers to run the plant. Management and the labor union were unable to come to an agreement around their contract, and for seven months, the union workers were locked out.
During that time, I assisted with day to day production operations, maintenance activities, and many process improvements. I worked all over the plant, identifying and implementing as many improvement projects as possible. I was extremely motivated, as the projects improved safety, quality, and productivity for the rest of the plant. The work helped me through the long days, energizing me as I could see instant results from my efforts. Others were mostly happy with my work. I say mostly, because not everything worked as planned or as expected. This one of those stories.
The Lamination Line
One of the most critical lines in the plant was the lamination line. It put a top layer on the ceiling tiles. Customers were willing to pay a premium for these tiles. The lamination line was producing at a lower than budgeted rate and had a large amount of downtime. I decided to see if I could help reduce the downtime and increase the production rate.
When I arrived at the line, I met with Wayne, an innovation scientist who was running the line and teaching others to operate it efficiently. We discussed the issues causing line downtime and reduced output rate, then he gave me a tour of the line. On the tour, it became apparent that the position of the board as it enters the laminating process was most critical. I noticed boards were entering the process at an angle. Wayne told me most of the time the angled board could be cut into usable pieces and when it appeared to be too much of an angle, he would stop the line and make adjustments.
I took a look at the conveyer before the laminating process and noticed a series of angled rolls. These rolls were angled to move the board over to one side of the conveyer and keep it against a guiding rail. There were 36 total rolls along the conveyer, and of those, 28 were angled. I believed there were too many angled rolls. They were driving the board at an angle past the guide rail, keeping the board from entering the laminating process squarely.
A New Way to Roll
I asked Wayne if he was willing to try an experiment. I wanted to straighten out most of the rolls, leaving just a few angled rolls. The board would be driven to the guide rail using the angled rolls and then the straight rolls would keep it straight as it entered the laminating process. Wayne asked me how long it would take. I estimated four hours of effort with his help and the help of a mechanic. The line was scheduled to be down for maintenance the next day. If we could do the work then, he would be happy to help.
The next day we started the work with the help of a mechanic. We identified the center of the laminating process and positioned the guide rail parallel to the direction of travel of the board into the process. Next, we moved the guide rail to the optimal position to guarantee the board would be centered entering the process. We marked the original position and current position, just in case we had any issues. Next, we started straightening the rolls.
An engineer came by to see what we were doing. When I explained, he told me he had installed the laminator a few years back and was responsible for all of the angled rolls. He didn’t agree with what we were doing and tried to convince us to stop our work and put everything back. I assured him we were experimenting and were willing to put everything back to its original position if necessary. Although he didn’t seem satisfied, he decided to go elsewhere while we did our work.
Sometimes Less is More
After just under four hours, we were done. Before starting up the line, I called the engineer to see if he wanted to see the results of our experiment. He said he would come over later that day. We didn’t want to wait, so we started up the line and sent some test boards down the line. The first time, we had a jam. When we looked at the cause, we realized the new position of the rolls and the guide rail had an adverse effect on equipment on the other side of the line. We shut down the line and made some adjustments to take into account the new arrangement.
On our next attempt, the test boards entered the laminating process in a straight and square fashion. We were excited, but weren’t ready to declare victory. We started up the line and put it into production. We were amazed, the boards were not only going in exactly as we hoped, but they were spaced out more evenly as they came down the line. Wayne was excited and now wanted to speed up the line. He made small changes to speed until the line was running 20% faster than it had ever run. Right in the middle of this, the engineer came by to see what had happened. He was surprised things were going so well, but admitted he had angled so many rolls without considering the impact on the overall process. He then said, “Maybe less is more - too much of a good thing may be a bad thing.”
Over the next few months, we made additional improvements to the laminating process and the plant had a much more productive and safe operation than before we started.

Trust, but Verify
In 2005, I was asked to be part of a team to help Armstrong’s Mobile Alabama ceiling tile plant improve their performance. Production output had steadily declined over the first few months of the year, and they were well behind budget. The team was tasked with identifying and implementing improvements to the operation that would drive performance back to budget for the full year. The team leader called the effort a “Full Court Press”, meaning we would not give up until we accomplished our mission.
In 2005, I was asked to be part of a team to help Armstrong’s Mobile Alabama ceiling tile plant improve their performance. Production output had steadily declined over the first few months of the year, and they were well behind budget. The team was tasked with identifying and implementing improvements to the operation that would drive performance back to budget for the full year. The team leader called the effort a “Full Court Press”, meaning we would not give up until we accomplished our mission.
The Mobile plant had one board forming line and two fabrication and packaging lines. The board forming line was clearly not the problem, as the quality, productivity, and safety were well above budgeted performance. The fabrication and packaging lines were where the losses were occurring, so we agreed to focus our efforts there.
On our first day at Mobile, we attended the morning production meeting. We introduced the team to the staff and reviewed performance. The plant staff members were open to our help, but weren’t sure what we would be able to deliver in a short time. We assured the staff we would do our best and coordinate any efforts through them. Once the meeting ended, we took a tour of the fabrication department. During this tour, we observed many problems and spoke with operators, mechanics, and other staff to get feedback and ideas. Many were disappointed with the performance and hoped we would be able to help them turn things around.
Each of our team members had a specialty. One was interested in the programming used to control the equipment, another was fascinated by the coordination of materials and resources. My area of expertise was flow of materials through the production line. During the tour, I noticed many line-stops and jams. I knew I could provide help.
With the agreement of our team leader, another team member and I took a detailed look at one of the main fabrication lines. This line was led by a technician named Walter. Walter was extremely interested in what we were doing, and asked if he could tour the line with us. We were happy to have him along, as he introduced us to all of the crew members and lent credibility to our efforts. He also appreciated our approach of watching the line carefully to identify the causes of the line-stops and jams.
Something Isn’t Hitting Right
On our tour, we stopped at the punch press to watch its operation. Something didn’t look right to me. The press creates holes in the ceiling tiles which allow air and sound to enter the tile. It’s critical for the ceiling tile to enter and exit the press squarely and centered. Following the press, there’s a gate that stops the tile while the press completes its work. If the tile is angled, the edge of the tile gets damaged when it hits the gate. As I watched the tiles enter and exit the press, I noticed they weren’t exiting the press squarely and hitting the stop-gate at an angle.
I asked the press operator if he was concerned about the tiles hitting the stop gate at an angle. He told us he thought any damage would be cut out later down the line. It looked to me as though the amount of damage wouldn’t cut out completely, but the operator was convinced otherwise. I made notes of what I had seen, and we continued our tour.
Following the press, tiles were being painted and then cut to final size. After the cutting station, tiles went through an inspection station, where two operators were visually checking the quality of each and every one. While we were there, the inspectors were rejecting one-third of the tiles they were inspecting. There was so much scrap being generated they were having a hard time keeping up and had to stop the line many times.
During one line-stop we asked the inspectors what they were seeing. They showed us the broken edges of the tiles. The edges had cracks down the length of the tiles at an angle. They looked just like the angle of the press stop-gate we had seen earlier. I asked the inspectors for a few samples, which they were more than happy to share.
A New Angle on the Situation
We took a walk back to the press with Walter. We showed the press operator the sample ceiling tiles. He was shocked. He didn’t realize the stop-gate was causing so much scrap. He immediately shut the line down to make adjustments.
While the line was down, I asked if I could take a look inside the press to see if there might be a reason the tiles were hitting the gate at an angle. After locking out the press, I took a closer look and was amazed at what I saw. The guide rails in the press were not straight as designed, but curved. These rails were causing the tiles to turn at an angle when they entered the press. All plants had scheduled maintenance to replace press guide rails every six months. When I asked the press operator when the last time the rails had been changed, he didn’t remember, but thought it had been years. I then asked if they had backup press guide rails in their storeroom. Luckily, they did. Even luckier, they were straight.
Setting Things Straight
We replaced the curvy press guide rails with straight ones, and started up the press. Immediately we stopped the press. We were still damaging the edges of the tiles, this time at a different angle. We quickly identified the problem. The stop-gate was angled for the curvy guide rails and had not been adjusted for straight press guide rails. Once we straightened the stop-gate, the edge damage disappeared. After a few handshakes and high fives, we created a monthly press guide rail inspection and a six-month replacement program for this critical component.
During the week, the team made many other quick improvements and planned out other work that helped the Mobile plant return to budgeted performance for the year. If there’s a lesson to be learned from Armstrong’s Mobile plant, it’s to trust your processes, but verify them on a regular basis. Trust alone cannot eliminate inefficiencies or waste from creeping in, but consistent verification can identify these issues quickly so that they can be corrected.
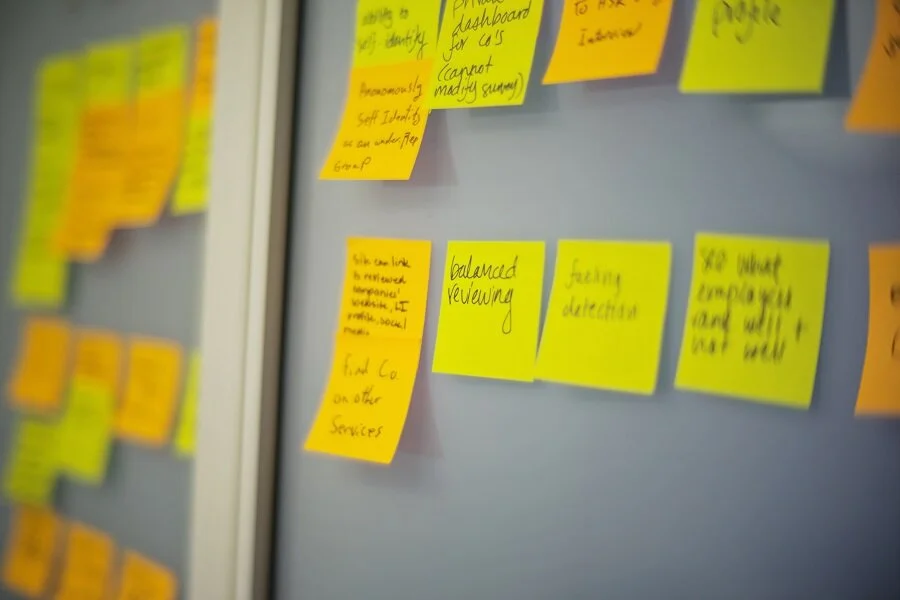
The Strength of Ownership
My focus in continuous improvement has always been to help teams solve problems in a sustainable way. Early on in my career, I learned many facilitation techniques through trial and error, mostly error. One of the biggest errors I ever made during a Kaizen event was to be too directive with a team. When one of the team members said, “Adam wants us to do this…,” I knew I was in trouble.
My focus in continuous improvement has always been to help teams solve problems in a sustainable way. Early on in my career, I learned many facilitation techniques through trial and error, mostly error. One of the biggest errors I ever made during a Kaizen event was to be too directive with a team. When one of the team members said, “Adam wants us to do this…,” I knew I was in trouble.
Another early mistake I made during Kaizen events was to take responsibility for writing team member ideas on a flipchart while they were shouting them out to me. While this seems like a natural thing to do, I was taking ownership for team member ideas by writing them. I also was hindering engagement during the event, as the only person that cared about what I was writing was the person speaking the idea and me, the person writing it. The rest of the team didn’t need to pay attention to what was going on. This approach also allowed for dominant team members to get more attention than less vocal team members.
Post-It™ Notes – The Great Equalizer
I knew I needed to change my approach to drive engagement and ownership to the team members. My first change was to use Post-It™ notes for gathering ideas from team members. Each team member would write their ideas, one per Post-It™, and then speak them, one at a time. In this way, everyone had an equal opportunity to voice their ideas, and they were written in a way that was meaningful to them.
I started to develop fun ways to share the ideas, with a focus on giving everyone equal opportunity to share their thoughts and minimizing the opportunity to dominate the conversation by stronger team members. I also noticed that Post-It™ Notes were the great equalizer. It didn’t matter what level in the organization a team member was. Their Post-It™ Note looked just like anyone else’s.
Once we uncovered all team ideas, I had to develop ways to prioritize them. There are many ways to do this, but the approach I settled on was multi-voting. Each team member gets an equal number of votes and is asked to pick their favorite ideas and place their vote on the ideas. As an example, there might be 100 unique ideas written on Post-Its™ and 10 team members. Each team member is given a vote to place on their 5 favorite ideas to work on and implement during the Kaizen event. The ideas with the most votes are the ones the team will work on. This technique works fast, but there seemed to be something missing. People told me that it was chaotic and there was something didn’t feel right about how things were prioritized. I knew I had to improve multi-voting.
Adding Process to Chaos
One event, I added criteria to the process of multi-voting to see if it would focus the group and help them feel more comfortable with the approach. I added these criteria to use when voting for a favorite idea:
1. It provides the biggest benefit to the customer and to us (related to the problem to be solved)
2. I actually want to do this (personal interest in the work)
3. We can accomplish and implement this during the Kaizen (fast implementation and low money spent)
Once I developed the criteria, the teams seemed more confident they were choosing the right ideas to work on. The criteria all but guaranteed people were interested in what they were doing, which would maximize the results, and the work would get completed quickly.
Pick Your Passion
Now that we knew the top priority work, we would assign team members to the work. I usually left this to the team leader. I noticed some team members didn’t like their assignments and I knew I had to come up with something better. That’s when inspiration hit me. What if I could help team members connect with the project they truly wanted to work on? One day, I decided to try something new. After prioritizing the top three projects to work on and writing them on a flip chart, I said, “First come, first served, put your name on the project you want to work on.” Immediately, two team members jumped out of their chairs in order to put their names on projects that were most meaningful to them. This was just the reaction I was hoping for. The connection between the team members and the work was strong. But, could I replicate this reaction?
It turns out, I have used the same approach throughout the world and it’s not unusual for some team members to jump out of their chairs to put their names on the projects that matter to them most. Not everyone does that, and it allows us to balance the teams to the projects. I learned to set the safety expectations prior to making my “First come, first served” statement.
I have used these facilitation techniques and many others to strengthen the engagement, empowerment and commitment of teams. In the end, I want them to win. I will continue to refine my approach to help them do that.

Championing Change in Technology
In 2010, a private equity firm took a minority stake in Armstrong World Industries. They brought in many leaders at executive levels and committed to a strategy of Lean transformation. Their initial focus was manufacturing, and then when ready, they would expand efforts to the supporting organizations. From 2010 through 2012 in the manufacturing organization, emphasis was placed on Lean training and conducting hundreds of Kaizen events. In many cases, outside consultants were brought in. But, where there was experience, internal resources worked with teams and facilitated Kaizen events.
In 2010, a private equity firm took a minority stake in Armstrong World Industries. They brought in many leaders at executive levels and committed to a strategy of Lean transformation. Their initial focus was manufacturing, and then when ready, they would expand efforts to the supporting organizations. From 2010 through 2012 in the manufacturing organization, emphasis was placed on Lean training and conducting hundreds of Kaizen events. In many cases, outside consultants were brought in. But, where there was experience, internal resources worked with teams and facilitated Kaizen events.
I had many years of experience facilitating Kaizen events and I was given the opportunity to travel all over the world, helping teams solve complex problems and keep them solved in a sustainable way. Although I wasn’t part of the manufacturing organization at the time, I was often requested to facilitate, especially when there were complex problems to solve.
I enjoyed the work, but I also knew I needed to focus on improving my organization, Global Technology. For years, I tried to convince leadership to utilize Lean to improve their critical processes. While they were interested, they never made the commitment to the continuous improvement effort.
Applying Lean Principles to Global Technology
In January 2012, everything changed. Global Technology named a new Vice President, who had an extensive manufacturing background. He returned from an assignment in Europe, ready to make an impact on his new organization. I worked for him indirectly a few years prior to his return, so we already had a working relationship. After letting him settle into his new job for a few weeks, I requested a meeting to discuss the application of Lean to the Global Technology processes. Luckily, I had two sponsors who had seen what Lean was able to accomplish in some global technology test areas, most notably the Pilot Plant.
Together, my sponsors and I met with the VP in March to promote our idea – apply Lean principles to Global Technology in a way that would improve the results of our projects and grow customer confidence. He was intrigued and wanted to know what we would do first. My suggestion was to run a Global Technology Value Stream Mapping event, identifying the highest value opportunities from our customers’ perspective, developing strategies to make improvements over the coming months and years. He was excited by the idea and invited us to present our recommendation to the Global Technology leadership team at their April meeting.
After reviewing year to date Global Technology results, the VP introduced me to the leadership team and told them about the recommendation for the Value Stream Mapping event. He explained how important and critical this work would be and he wanted everyone to clear their calendars so we could get started quickly. Then, he turned the discussion over to me. Most of what I wanted to cover had already been explained, so I started off by saying, “What he said!” Then, I described the Value Stream Mapping process and how we would apply it to the Global Technology processes. The leadership team seemed skeptical, but willing to give this new approach a try. When the VP said he wanted to start with an event in May, I knew we were on a fast-moving train and I had much work to do to prepare.
Identifying the Customers’ Perspective
Over the next few weeks, we contacted some of our critical customers from the plants, Marketing, and other areas of the organization. We also gained commitment from all Global Technology leadership team members to participate in the entire 3-day event, which would be held at a local hotel. I was able to get a co-facilitator who was not part of the working team and together we built a plan for the Value Stream Mapping session that would be relevant for our non-manufacturing processes.
On the first day of the event, a team of 25 high-level participants were in the same room and they heard the VP describe the importance of the effort. Then, he turned the meeting over to me. For the next few hours, I described Value Stream Mapping and then split the full team into working groups to identify the most critical customer requirements. After reviewing those requirements, we mapped out two critical Global Technology Value Streams: New product development and capital project execution. By the end of the first day, we had a pretty clear picture of the current state and issues that were keeping the team from executing the processes well from their customers’ perspective.
Champion of Lean
The VP sent the team to dinner and asked me to stick around to talk for a few minutes prior to dinner. The first thing he said was, “You’re pretty good at this, how would you like to do this full time?” Immediately I responded, “Absolutely!” He was surprised by my quick answer and told me he hadn’t even made a financial offer. I told him that I trusted him to do the right thing and it was more important for me to do what I love, rather than worry about pay.
The next two days were a blur. Significant progress was made and clear strategies were developed to improve project execution and customer service in the new product development and capital project execution Value Streams.
For the next six years, I was the Lean Champion for Armstrong’s Global Technology organization. During that time, I was able to help teams drive new product development time down from 18 to 10 months, grow the new product portfolio from $150 million to $380 million, and increase customer confidence in the work of the Global Technology organization. More importantly, we were able to create a culture of engagement, empowerment, and improvement in the organization.

Rally to the Customer
Armstrong World Industries makes billions of square feet of ceiling tiles every year, shipping to locations all around the world. Most of these tiles are white. The remainder are off-white or a few standard colors. If a customer wants non-standard colors, until recently, Armstrong used an outside vendor.
Armstrong World Industries makes billions of square feet of ceiling tiles every year, shipping to locations all around the world. Most of these tiles are white. The remainder are off-white or a few standard colors. If a customer wants non-standard colors, until recently, Armstrong used an outside vendor.
In 2017, the vendor was getting behind on orders from Armstrong. I was asked to join a team visiting the vendor to find out what was causing the delays and to identify options. We took a guided walk of the facility. I could see things weren’t well organized and processes were backed up. When the rest of the team attended meetings with the vendor leadership, I decided to stay out on the floor and find out what was really going on. I spoke with a number of operators, who were very open to discussing the current situation. It appeared things were about to change in a big way and the managers weren’t paying much attention to the day to day operations. Every order was behind.
Overlooking Operations
When the other meetings were over, I reviewed what I had observed with the team. They found out the vendor was about to expand capacity and new product offerings. They weren’t spending much time or attention on the day to day operations. Moreover, the factory was to be shut down for a number of weeks during the expansion project. Some of the new equipment used technology the vendor had no experience with. I knew we wouldn’t be able to rely on the vendor in the short term and possibly long term. We needed to come up with another way to provide non-standard color tiles to our loyal customers. If not, they wouldn’t stay loyal to us.
When I returned to Armstrong’s corporate center, I reviewed my findings with my sponsors. We agreed we couldn’t rely on the vendor to meet customer demand in a timely fashion. We had to come up with another solution. I was tasked to find the solution quickly. Working with my counterpart in Marketing, who was responsible for the relationship with the vendor, we agreed we would find other options to produce non-standard color tiles and then reduce the demand to the vendor in steady increments. He took the vendor relationship and product management responsibilities. I took the production, operations, and logistics responsibilities. We took a walk into the Pilot Plant to see what might be possible.
The Pilot Plant was a series of disconnected operations designed for scientists and engineers to experiment, test, and develop new products. It was not a manufacturing facility, and was not designed to be. Upon review of the operating permits, we determined we could produce a limited amount of material on a temporary basis. Now we had to figure out how to produce products safely and effectively with our available resources.
The Customer Comes First
One Monday morning I visited with the technicians who were responsible for operations in the Pilot Plant. I reviewed the situation. If we didn’t figure out a way to produce thirteen non-standard colors of tiles, we would lose valuable business from our loyal customers. Most of the technicians weren’t keen on trying to turn the Pilot Plant into a production facility, but they realized how important it was to keep customers happy. Some of the technicians volunteered to help me determine the best way to connect and run the disconnected processes in the Pilot Plant.
We decided to focus on the edge cutting, edge painting, and tile painting processes in the Pilot Plant. The prior processes, which included forming the board and cutting it to size, could be provided by one of the many manufacturing facilities in the Armstrong network. These facilities were set up to make large production quantities and these early process steps were efficient for them. The edge cutting and painting steps would differentiate the tiles and had to be well controlled, with low amounts of inventory. The large manufacturing facilities were not set up to run small production runs efficiently.
There were many separate areas in the Pilot Plant, but the key areas that we needed were located very close to each other: paint mixing, edge cutting and painting, and overall tile painting and paint drying. These areas were not connected however, and we didn’t want people to have to physically transport the tiles through the line. Our first priority was to build and install temporary conveyers to flow materials through the line from beginning to end. Luckily our technicians were very creative and within days they had cobbled together the conveyers we needed.
The next step was to determine how to process the tiles safely and productively through the entire connected line. We had to determine the proper amount of people, the pacing, the supply of materials to the line, and the handling of finished product.
Timing is Everything
I took a small team of technicians and we decided the best way to design the process was to try it in many controlled experiments. We gathered a bunch of scrap tiles to test and started loading them into the beginning of the process. “Be the tile” was our rallying cry. “Let’s walk the tile through the process and see what happens to it,” I said. We started at the beginning, the edge cutting and painting process. Three technicians were the loading crew. Two technicians positioned themselves at the end of the process as the unloading crew. They started putting one tile on the line at a time and quickly realized they couldn’t keep up with the speed of the line without adding one more resource, who brought full pallets of tiles to the line on demand. Think Lucy and Ethel on the famous Candy Factory episode of I Love Lucy.
Once we added the resource, the technicians were able to comfortably put a tile on the line every four seconds. They were very proud of themselves, but we quickly realized our short test wouldn’t be sustainable over long work shifts, with different people doing the work on the line. After much discussion, we agreed on loading a tile every five seconds. It doesn’t sound like much of a difference, but it could impact production output by 25%. More importantly, it would ensure we were working as safely as possible.
Having confirmed the pacing at the front end of the process, we verified the other parts of the process could be optimized to this new rate. Then, we designed the quality control process and packaging station to meet the pacing requirements safely. We then built a logistics plan and operations schedule. Reaching out to the total Armstrong organization to get volunteers to help staff the line during these critical production runs, we had many volunteers, from administrative staff to vice-presidents to accountants. Everyone wanted to help out and ensure we didn’t disappoint our customers.
The next few months, we produced the non-standard color tiles and met almost every order on time. More importantly, people who hadn’t worked together previously got an opportunity to do something special. We all rallied to protect the interest of our customers and the integrity of the business. It made our bonds stronger as an organization. It wasn’t apparent that we were producing these tiles in a different way and eventually we were able to outsource the orders to an Armstrong manufacturing facility. The demand for these non-standard color tiles and customer loyalty continues to grow. I am convinced it’s because of the special people who put the customer first and their normal duties second.

There is One Best Way
In 2019, Process Improvement Partners was asked to run a reliability Kaizen for a factory in Missouri. A month in advance of the event, I conducted a site visit and took a walk to the line to be improved. Cluttered, dirty, and lacking organization, the line was operating at extremely low levels of efficiency. There was an hourly production board and it was filled with red numbers, meaning production output was below target levels most of the time. Working with the sponsor, we aligned around efforts to improve safety and productivity of the operation using reliability and Lean principles.
In 2019, Process Improvement Partners was asked to run a reliability Kaizen for a factory in Missouri. A month in advance of the event, I conducted a site visit and took a walk to the line to be improved. Cluttered, dirty, and lacking organization, the line was operating at extremely low levels of efficiency. There was an hourly production board and it was filled with red numbers, meaning production output was below target levels most of the time. Working with the sponsor, we aligned around efforts to improve safety and productivity of the operation using reliability and Lean principles.
We built the charter for the event together. I coached the team leader around building the best team for the effort. We needed representation from all crews and the team members had to care about making the line better for everyone. I also advised to include some line mechanics and a few “Kaizen Rock Stars”. These were team members from other locations who had demonstrated their passion and willingness to make things better for everyone. Two weeks before the event kick-off, we had commitment from all team members.
On the morning of the first day of the event, I went around the room for team member introductions. We had operators from all four crews, two mechanics, one engineer, two supervisors, one operations manager, and two “Kaizen Rock Stars”. Half of the team had never been in a kaizen event, they weren’t sure what to think, and they were understandably skeptical.
After some initial training, we took a walk to the line to see what was happening and generate some improvement ideas to improve safety and reliability of the line. I directed the team to focus on equipment reliability, using the principles and techniques we had just reviewed. When we returned to the meeting room, we generated more than 100 improvement ideas. A vast majority of the ideas focused in two areas: carton wrapping and container filling. The team agreed carton wrapping was the highest source of stress and downtime, with the container filler a close second. We decided to work on the carton wrapper first. To do this work, we had to shut the line down for a few hours. Knowing that we would be working on the container filler next, we asked the crew on shift to clean it during the downtime.
Shifting Lanes
The conveyer leading to the carton wrapper had three lanes that product could utilize as it traveled to the wrapper. The wrapper had two lanes of products to be wrapped. I asked the operators if they ever utilized the third lane and they told me no and in the many years since the equipment was installed, they had never seen the third lane utilized. This third lane was in the way of their work when they had to interact with the equipment. The next questions I asked were, “Can we remove the third lane? Are we expecting we will need it in the future?” All team members agreed it would be best to remove the lane and we did.
Next, we found the center of the carton wrapper and balanced both lanes around the center. It turns out the equipment was ¾” off-center, which doesn’t sound like much, but helped to explain why products were getting jammed in the carton wrapper. Finally, we realigned the lanes leading into the carton wrapper to match the newly balanced lanes inside the wrapper. When we sent product through this newly balanced portion of the line, it flowed smoother than anyone on the team had ever experienced. I knew they were becoming believers in the methods I was demonstrating.
There were many more improvements to be made on the carton wrapper, and a portion of the team stayed with those efforts, while the rest of the team turned their attention to the container filler. Newly cleaned, we were able to see that some of the parts in the filler didn’t look like they matched the other parts. Some of the parts from one product size were mixed in with parts from a different product size and some of the parts were in a state of disrepair. All of this had been hidden by the coating of dust and dirt. Once we saw this, we knew what we had to do: Put the proper sized parts in the filler and repair the broken parts. Over the next few days, the team made numerous improvements to the carton wrapper, product filler, and other components of the line.
Analysis Over Emotion
On the fourth day, we had to determine the best way to run the line, utilizing all of the improvements and standardizing efforts across all crews. This can be challenging, as most operators think their way is the best way. I took the team leader aside and reviewed the strategy for this next effort. We would take all of the operators and attempt to come to an agreement on how to best run the line. There were so many changes and improvements to the line in the first three days, none of the earlier procedures would be relevant to our newly improved processes.
The operators didn’t see it that way. Two in particular, let’s call them Sue and Jane, thought their way was best. The other two operators didn’t necessarily agree with Sue and Jane, but weren’t willing to argue as passionately as Sue and Jane. After 30 minutes of describing their methods, both Sue and Jane agreed that their methods were essentially the same. We had to commit to one method we could use to train others and hold them accountable to. I asked Sue and Jane to demonstrate their methods separately. The other two operators and team leader would review both approaches using two methods of analysis: spaghetti diagram and timing. The spaghetti diagram measures the distance a person travels when they’re doing their work. Timing tells us the impact of the work as measured in minutes and seconds. We all agreed to let the analysis rather than emotion tell us the best way to proceed.
A Natural Approach
Sue and Jane were advised to work at a comfortable pace, without putting themselves in a safety risk. It was more important to learn the best way and do it in a way that would make it easy to train others. The observers were to identify any further improvements from this analysis. Sue went first, confident she had the best way to accomplish the work. She went in a clockwise fashion around the line, performing all of the required tasks. On a couple of occasions, she overlooked some of the changes. We stopped the clock to remind her of the new method. We restarted the clock when she utilized the new methods. She finished in under 25 minutes, satisfied her way was best.
Jane went next and worked in a counterclockwise fashion around the line. As she did her work, she followed the new steps in an efficient and stress-free manner. She didn’t seem to have to walk very far to accomplish any next steps and also didn’t forget any steps. It looked so simple and natural. Fourteen minutes later she was finished. The team was surprised and excited. They didn’t think there would be so much difference. Sue had to admit Jane’s method was the better one. This was a breakthrough. All four operators would need to represent the new method to their co-workers when they returned to their normal jobs. If not, all of the great work of the team would be wasted.
At the report out the following day, Sue and Jane admitted to the audience they had to be open to thinking differently about how they did their work and there is always a better way to get things done. The team was proud of their accomplishments and the plant had a much more safe and reliable process than before. One month later, I received a text from the team leader. He shared a photo of the hourly production board, filled with green numbers.
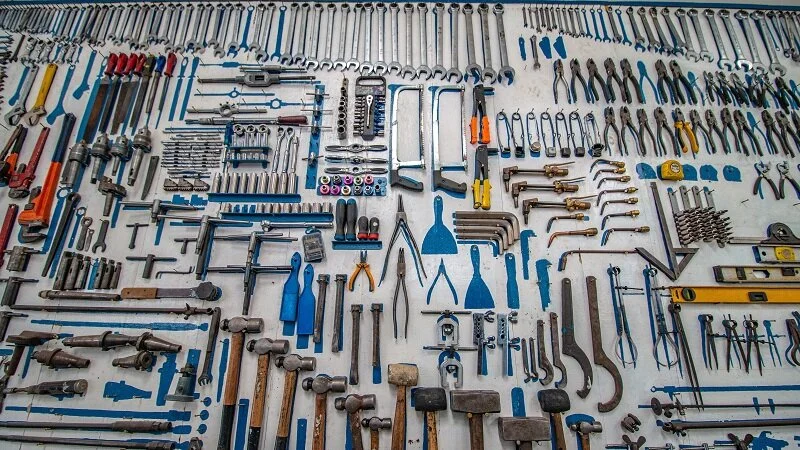
Ownership at the Right Level
I was Lean Champion for the global technology team at Armstrong World Industries for many years. During that time, I supported teams of technicians, scientists, engineers, project managers, and the leadership team across four different departments. I had the good fortune to assist teams in their efforts to develop and launch new products, deploy capital equipment, and build factories all over the world. All departments had access to the Pilot Plant to support their efforts when necessary.
I was Lean Champion for the global technology team at Armstrong World Industries for many years. During that time, I supported teams of technicians, scientists, engineers, project managers, and the leadership team across four different departments. I had the good fortune to assist teams in their efforts to develop and launch new products, deploy capital equipment, and build factories all over the world. All departments had access to the Pilot Plant to support their efforts when necessary.
The Pilot Plant was a series of disconnected processes which had the resources and capabilities to test new materials, products, processes, and other ideas in a controlled way. Information gleaned from tests and trials was utilized in the effective delivery of projects and other development efforts. Each of the processes in the Pilot Plant had an owner, who was responsible for the care and safety of the process. The owner would also try to schedule the process to allow it to be utilized effectively and to keep wait times to a minimum. All process owners were the technicians who were most familiar with the operation of their process. Although they were at the lowest level of the group, they were very proud of their equipment and took ownership to keep things safe for their customers.
As Lean Champion, I spent many hours in the Pilot Plant, learning about its capabilities and trying to understand how I might be able to help the technicians in their efforts to support the rest of the organization. It was during my early days in the Pilot Plant that I met a gentleman, we’ll call him Roy, who was lead technician. He had just taken on the leadership role for the Pilot Plant, responsible for the overall effectiveness and operations. Having worked in one of Armstrong’s factories prior to his arrival at the corporate center, he had vast equipment knowledge and some leadership experience.
A Source of Frustration
Before taking over as lead technician, Roy worked in the Pilot Plant as a process owner and participated in the annual Pilot Plant clean-up. This was a multi-day effort by all technicians at the end of the year. They would go through all of the materials, supplies, and equipment throughout the plant and clean out the clutter and reorganize things in as safe and productive manner as possible. All development and testing in the Pilot Plant would be delayed during this time, as all technicians were busy cleaning things up and trying to make sense of what they had.
None of the technicians liked the annual clean-up process because they knew it wouldn’t take long for things to go back to the way they were prior to the clean-up. Roy expressed his frustration to me more than a few times. Once he became lead technician, he was even more frustrated and wanted to do something about it. My first suggestion to Roy was that he should discuss his frustration with his manager and gauge his support for Roy’s efforts. Roy did this, but seemed just as frustrated. Upon further discussion with Roy, I found out his manager was supportive of his efforts, but didn’t offer solutions Roy thought he could implement without direct assistance from his manager. He really wanted his manager to tell everyone to clean up after themselves.
Over the next few months, I facilitated 5S (Sort, Set in Order, Shine, Standardize, Sustain) events in the Pilot Plant to support Roy’s efforts to make areas safer and more productive for everyone. The few area owners who had completed 5S events had a strong managing system to keep their areas in top shape. The other 30 or so areas did not, so clutter and disorganization was prevalent everywhere else in the Pilot Plant. Roy was getting more and more frustrated.
Turning the Corner
One Monday morning, following the weekly technician meeting in the Pilot Plant, Roy stopped me on my way back to my office. “Adam, I’m really frustrated,” he said. “My manager won’t hold everyone accountable to keep the Pilot Plant organized and safe. He tells them it’s their responsibility, but doesn’t do anything about it when they’re not compliant. What can I do?” “Roy,” I said, “Who’s the leader of the Pilot Plant?” “I am,” he said. “Well, as leader, you have every right to set expectations and hold accountability. You are the operations manager; your boss is the plant manager. The plant manager needs you to get your operations in order. Let me help you do that.”
Over the next few weeks we built our strategy for putting the Pilot Plant in order. Our strategy included: setting clear expectations for all areas of the Pilot Plant, redefining responsibilities for all area owners (not just the areas that had been 5S’d), developing a weekly leadership walk (Gemba walk), and creating visual management to hold all area owners accountable. We mounted a large white board in the main meeting room and put lines and names on it, ready to explain it to the technicians at the next technician meeting.
The next Monday morning, we introduced the new strategy for making the Pilot Plant the safest, most productive place possible. The technicians listened with keen interest and asked many questions as Roy described the changes. They were skeptical that there would be any change in behavior of the scientists, engineers, or managers when they used the spaces in the Pilot Plant. Then Roy explained the white board, which he called the “Area Owner” board. On it were over 30 Pilot Plant locations with the corresponding name of the area owner and a space for a date to be written. At the first of every month, a red magnet would be placed for each location, signaling the owner hadn’t yet met certain monthly requirements. Once those requirements were met, the Area owner would replace the red magnet with a green magnet. The Area Owner would write in the date the requirements were met. At the beginning of the next month, all magnets were set back to red.
The technicians were furious. They thought those red magnets made them look like they weren’t doing a good job and didn’t want any part of the new system. I jumped in and explained it was a very visual and urgent way to show what areas weren’t yet compliant and who might need help. The system wasn’t a reflection of the specific area owner, unless he or she hadn’t made the effort to meet the requirements or ask for help. We felt if we could get all areas to green every month, we wouldn’t need the annual cleanup, which everyone hated.
A Delicious Incentive
At this point, the technicians started to buy-in and support the idea, but they were still skeptical that some of the area owners would be motivated to get to green every month. I knew I needed to provide incentive. I said, “The first month we get all areas to 100%, I’ll buy every area owner lunch and we’ll celebrate!” That got their attention. I then described the design of the management walk: We would take a selection of managers of the scientists and others who used the Pilot Plant and tour all areas, looking for areas where we could reinforce the need for compliance to the requirements. We would do this every week and sign off to show we had and we were just as accountable as the technicians.
For the next few months, I attended every Monday morning technician huddle, and reinforced the new systems and encouraged the area owners to get their areas to green before the end of the month. One Monday, late in the third month of the “Area Owner Challenge”, there was only one technician whose area was still red. Almost to a person, the technicians pressured him to get his requirements done and make sure Adam would buy them lunch! They did it in a fun way, but I knew they were serious. I knew our system was working at last.
Over the next months, the technicians hit 100% compliance almost every month, and by the end of the year there was no need for the annual cleanup. Pride in the Pilot Plant grew. In the following years, the Pilot Plant was bench-marked many times. Not because of the technology, but because of the strong ownership and pride and systems that allowed new products and projects to be delivered in the safest and most productive way possible.