Kaizen Success Stories

Real Manufacturing Results. One Kaizen at a Time
Explore real-world Kaizen success stories showing how manufacturing teams solved critical problems, improved performance, and created sustainable results.
An Incorrect Measure of Success
I used to think customer acquisition was the most difficult and challenging aspect of my business. Once I realized customer retention is top priority, it changed my perspective and approach.
As a small business owner, customer acquisition is my biggest challenge. How do I make sure people can find me, understand what I do, and see how my services could help them?
In the early days of running my own business, I was thrilled to have clients who were willing to pay me to help them improve their business processes. I’d meet them at their facility, map out improvement opportunities, and aim to secure a paying engagement.
Sometimes, I’d get the purchase order. Other times, I wouldn’t. It was all on me. If I could paint a clear picture of how I could help, and it resonated with their needs, I’d land the job. If I couldn’t make that connection, the opportunity slipped away.
When I did win the business, I was ecstatic. It felt like a validation. People valued what I brought to the table. And if I did a good job on that first engagement, surely more work would follow. It didn’t always work that way.
I can still remember an engagement with a steel slag producer. Steel slag is the waste product from steel mills, repurposed for things like roadbeds and other construction uses. I facilitated a value stream mapping session to support their strategic planning process.
The team was extremely engaged. My sponsors seemed satisfied with the outcome. Although there were some challenging moments during the week, I thought we’d worked through them together and ended with a great result.
Surely, they’d bring me back. But they didn’t. I followed up multiple times—emails, phone calls, check-ins but got little to no response. The crickets were chirping.
That’s when I realized that acquisition is not the objective. Customer retention is the true measure of success. When you can align your approach to the needs of your client and design to fit their needs and not yours, there is a much better chance for continued collaboration.
Over the years, I’ve had my fair share of “one and done” clients. And while I’m grateful for those opportunities—and I’d like to think I helped them in a meaningful way—they’ve been some of my greatest learning moments.
Fortunately, I’ve also developed a few long-term client relationships. These are the ones where there’s alignment in approach, trust in the process, and a shared belief in the power of continuous improvement. These partnerships are where the real magic happens.
At the end of the day, quality beats quantity. If you focus on alignment, collaboration, and shared outcomes, you won’t just win business, you’ll build something that lasts.

You can’t help people if you don’t build trust
Right before the pandemic, I was asked to conduct a site assessment by one of my clients. The twist here is that it wasn’t for one of their own plants. Rather, they wanted me to assist one of their key suppliers, who was a co-packer (someone who packages and labels products for its clients and sometimes manufactures products using the clients’ brand). I should have seen the warning signs sooner.
Right before the pandemic, I was asked to conduct a site assessment by one of my clients. The twist here is that it wasn’t for one of their own plants. Rather, they wanted me to assist one of their key suppliers, who was a co-packer (someone who packages and labels products for its clients and sometimes manufactures products using the clients’ brand). I should have seen the warning signs sooner.
The evening before the assessment, I attended dinner with a team from my client’s company. We had a good discussion about how the next day would go, but I got a vibe that they were skeptical of my ability to assist their vendor. My sponsor hadn’t traveled with the rest of the team.
The next morning, we met with the vendor in their conference room. I waited for my client to start the meeting, but they decided I should do it. I jumped right in, made introductions, and described my site assessment process. We would talk about any current or critical issues they were experiencing, then take a Gemba walk to see the process and the issues as they were occurring. Finally, I would share my findings and explain how I could help resolve any of the issues.
The vendor team didn’t look thrilled to have visitor(s) they didn’t know, and spoke about their issues in a vague way. Then, they reluctantly assigned two team members to walk around the plant with me: the plant manager and an engineer. One of the client’s team members joined us for most of the tour.
As we walked around the plant, I tried to point out helpful improvements that could be implemented without outside assistance. For example, there was a production line where the technician would grab completed packages and stack them on a pallet on the floor. This forced him to bend over every time and put his back at risk. I shared images of a spring-loaded pallet-lift, that could be installed for under $10,000 and would eliminate the need to bend over, as the lift would come up to a safe height for stacking and then lower naturally as the stacks got bigger.
After a few more examples, my tour guides opened up and showed me the most critical issues they were facing. I felt I could help with many of those issues, and they seemed to like my approach. We built a nice rapport and even traded business cards.
When the tour was over, we reconvened in the conference room and shared a light lunch. I was asked about my findings and described the top three issues where I could help. The team was more engaged than earlier in the morning, but still seemed skeptical I would be able to do what I said I could do.
I realized they had no experience with me and were just going from my word and possibly the word of my sponsor, who hadn’t attended. Without him there to add credibility to the discussion, I felt like I didn’t have a chance to help this vendor.
I was right. Although they were appreciative and gracious, I never heard another word from them. I don’t think it was due to the pandemic. I do think it was due to the fact that I was “forced” on them, and it wasn’t their idea to bring in outside help.
Although I continue to learn this lesson at each engagement, I’ll still state it here: If you haven’t built trust through shared experiences, the odds of securing commitment to work together are very low.

Three Principles for Funding
During my time living on the west coast, I wanted to give back to the community. Many of the staff at the St. Helens, Oregon plant participated in some way or another with the United Way of Columbia County. I was intrigued. I had participated in many United Way Days of Caring during my time in Pennsylvania.
During my time living on the west coast, I wanted to give back to the community. Many of the staff at the St. Helens, Oregon plant participated in some way or another with the United Way of Columbia County. I was intrigued. I had participated in many United Way Days of Caring during my time in Pennsylvania.
The plant manager had been the Chairman of the Board of Directors for the local chapter, and she suggested that I volunteer on their Board in some way. I liked the idea and once I met the people in charge of the United Way, I knew I had found my place.
There were three ladies who did most of the work. They were working out an old school building that had been donated for their use and other community activities. They had a very limited budget, but they were able to get many things donated so they could touch many areas of the community without spending huge sums of money.
They accepted me onto the Board of Directors, and I had to figure out how I could best help them. I went out on many outreach efforts and noticed that no matter how much money or time we had, it was never enough.
During our annual preparation for the upcoming budget year, I noticed there were more requests for funding than the United Way could handle. It was apparent every request had merit and the board members wanted to fund everything. That would be impossible, of course. We had to come up with a way to narrow the requests for funding down to the highest priority for the allocation of resources. Now I knew how I could help.
I offered to facilitate the annual budgeting meeting and created an agenda to help make the tough decisions on what to fund and what to deny. I got each board member to name their top focus for funding and then using a prioritization technique called “multi-voting” I was able to help align everyone around the three top priorities for United Way funding:
Early childhood education – starting kids out on the right foot early sets them up for success in later years.
Food security – provide meals to those who cannot provide for themselves.
Home security – giving everyone a roof over their heads every day.
Once we identified these priorities, we could allocate funding to those requests that were aligned with them. Anything that didn’t fit the top three would have to be funded in another way. It made a difficult message easier to support and share. We were clear in our principles and the reasoning behind them.
For the next few years, we checked back in our priorities and adjusted where necessary. As we did our work in the community, we could verify our priorities truly aligned with the needs of the people we served.

Visibility Equals Accountability
Do all your meetings happen in a room? Mine did, until I realized we needed to do something to shock the system and change our performance quickly.
I was the Business Unit Manager at Armstrong’s vinyl flooring plant in Pennsylvania. Our performance and profitability had been in a downward spiral for many years prior to my arrival and things weren’t getting any better while I was in charge.
Do all your meetings happen in a room? Mine did, until I realized we needed to do something to shock the system and change our performance quickly.
I was the Business Unit Manager at Armstrong’s vinyl flooring plant in Pennsylvania. Our performance and profitability had been in a downward spiral for many years prior to my arrival and things weren’t getting any better while I was in charge.
One day, the vice president of manufacturing told us we needed to significantly improve our scrap and productivity performance or he’d find somebody who could. It didn’t take a lot of soul searching to know this was an ultimatum. I took a close look at everything we were doing from a management standpoint. We were complacent in our approach and our performance mirrored that fact.
After sitting through another meeting hidden from view from our associates, I realized what I had to do. I needed to get the entire organization aligned around our most critical priorities: safety, quality, customer service, and productivity. Every time we had a meeting in a closed room, it was hard to tell what was agreed to and if any progress was being made.
With the help of my staff, we reorganized an area around the time clock. This was the location every hourly member of our staff utilized twice per day. They had to use it or they wouldn’t be paid.
We put the agenda for our production meeting to the left of the timeclock and action items resulting from the meeting to the right. It was a tight space and we typically had 12 people in attendance. The only way to accommodate everyone was to stand in a semicircle around the timeclock as we worked through the agenda. We had to stand in the main aisle in the plant. Every so often, we’d have to stop what we were meeting about and move out of the aisle to allow a forklift to bring supplies to one of our production lines.
It seemed like these supply runs happened more often than necessary, just to break up our meeting. But we persevered. It was loud, so everyone had to stand close to hear each other. This forced us to be concise and to the point. Whenever we had an action item, we’d write it on the large sheet of paper next to the timeclock. We put the item, owner, and due date on it.
In the meeting room, it would take many days or weeks to complete action items. Out in the open, things were getting completed more quickly than before. We observed our hourly workers reviewing the action items on the sheet. It looked like they were interested in what was going on.
One day, I got a question from an hourly worker about one of the action items – what did it mean and what could they do to help it get completed? This was a breakthrough! All of a sudden, people were paying attention to our efforts and trust was growing as progress was being made.
No one wanted their name on the action item sheet for too long. They were getting pressured to complete their responsibilities. Soon, our performance improved, the business was stronger, and we weren’t under the threat of replacement as much as we had been.

Stop and Smell the Roses
I was the Production Manager at the St. Helens Ceiling Tile plant for just under three years. I had always wanted to apply my continuous improvement mindset to a production organization. The VP of Manufacturing gave me a chance and I was determined to repay his trust and support with excellent results.
I was the Production Manager at the St. Helens Ceiling Tile plant for just under three years. I had always wanted to apply my continuous improvement mindset to a production organization. The VP of Manufacturing gave me a chance and I was determined to repay his trust and support with excellent results.
When I arrived, the plant was running well below budgeted productivity levels. Their OEE (Overall Equipment Effectiveness) was in the high 60’s and they were budgeted to be in the high 70’s. We had a long way to go if we were going to meet our budget.
Through a number of critical actions that included discipline to standard work, scripted changeovers, identification of preventative maintenance activities, and alignment of the supervisory team, we achieved our first 80% OEE in my fourth month on the job.
Six months into my tenure we were on a roll. We were having amazing productivity days, with extremely low downtime and scrap. One day, we had only six minutes of downtime in a 24-hour period. This was unheard of.
As the month wore on, we realized we might actually have a record performance month for the company. Three days before the end of the month, we were a full percentage point above the prior company record. We held daily production meetings at 8:30 am. On this day, there was some tension between the Manufacturing Manager, Brett, (my boss) and the Plant Manager, Ashley (his boss). They had worked together at the plant many years and the running joke was they were like an “old married couple,” sniping at each other all of the time.
Something he said got under her skin. Ashley responded with something even more biting. All of the sudden, it was on! Twelve of us sitting around a central table scattered except our two “combatants.” After three minutes it was over.
I tried to understand what had happened. We were running so well. Why couldn’t we just enjoy it? I felt I had to do something, or else we would send the wrong message to our teams that were working so hard to have a record month.
My first stop was Brett’s office. I asked him what he thought had happened. He told me Ashley was never satisfied with performance, no matter how good it was. I said they must teach that in Plant Manager School. He laughed and we agreed to take a less drastic approach to the end of the month. He said he would try to reconcile with her later that day.
My next visit was to Ashley’s office. She waved me in and I brought up the events of the morning. I asked her if we couldn’t just enjoy the performance, if even for a moment. Did we really need to let the smallest things create a scene? She said to me, “Adam, it’s just not who I am. I don’t want anyone to let their guard down. We’re close to a record. If we don’t keep up our intensity, we could lose this opportunity.”
I said, “We’re not doing right by our teams. They’re doing their best to drive the safety and productivity that’s putting us in this position to win. Give us a chance. Let’s see if we can set the record and then recognize all of the hard work that got us there.”
Ashley listened to my plea, but made no promises. I guess it was a small victory. At least she didn’t throw me out of her office. The next day, she may have wished she had. In the meeting room, I placed a Dilbert and Pointy Haired Boss Doll in the middle of the table on top of a sign that read, “Channel your frustrations through us, not each other!” Only a few of us thought it was funny. I think I made my point.
At the end of the month, we set the company productivity record, had our best quality month, and injured no one. It was a win all around. We celebrated for a very short time because it was time for a new month and new challenges.

Alignment is Vital to a Successful Relationship
During a virtual Lean summit, I met the CEO of a large furniture retailer from Florida. He had implemented Lean in his business for 15 years and was reaping the rewards of it. During our conversation, we talked about Kaizen events. He regretted his company had stopped conducting them a few years earlier and missed the energy, excitement, and engagement they created.
During a virtual Lean summit, I met the CEO of a large furniture retailer from Florida. He had implemented Lean in his business for 15 years and was reaping the rewards of it. During our conversation, we talked about Kaizen events. He regretted his company had stopped conducting them a few years earlier and missed the energy, excitement, and engagement they created.
I told him I knew a “guy” who could help him get his Kaizen “mojo” back – me! After a site visit, we signed an agreement to conduct one Kaizen event per month for the following year. This was the first long-term contract I had ever signed with a client. I wanted to make sure I was doing everything possible to set us both up for continued winning experiences throughout the year.
Meeting with their top CI leader, we reviewed the prior approach to Kaizen events. While they had many successful events in the past, it appeared to me that some of the structure they used limited the ownership and engagement of the Kaizen teams. For example, in my Kaizen events, teams stay focused on the work until the end and then immediately report out their results and findings to an audience. They have minimal homework, implementing improvements during the event, rather than making assignments for after the event. In the furniture company’s events, the report out was conducted at a later time, after the team disbanded. It also appeared that many improvements were implemented after the Kaizen was over.
Although we had differing styles, he agreed to let me run the Kaizen events using my approach. After all, this is what I was hired to do. Now, I had to learn the ins and outs of their company, so that I could properly integrate into their culture.
We set up a 1-week immersion visit, prior to the first Kaizen event. During that time, I learned about their approach to Lean. I also found my way around the offices and the distribution center. I got to do a ride along with an order picker and spend time in the truck loading area. After an executive review of their Hoshin plan (strategy, to non-Lean folks), I knew they were well ahead of most clients I deal with. I also knew I needed to speak their language.
For the first Kaizen event, I changed my training to fit their approach to Lean. When we went out into the distribution center for our Gemba walk, I used my standard process for understanding the current state. We identified many improvement opportunities and mapped them on a Value Stream Map. At the end of the second day, we had a very clear picture of the current state and started working on the highest value improvement opportunities.
After the team had left for the day, the head of CI stopped by the meeting room. He expected a structured discussion about the team’s progress. I hadn’t created one, so we just had a review of what they had accomplished. He was really impressed with the progress, but was concerned we weren’t using a disciplined approach to engage leadership.
He was right, of course. I had to change my approach to fit the culture of leadership and engagement they had worked so hard to achieve. Through the rest of the week, I tried to improve the leadership engagement process. There were some glaring gaps in my approach, however. Even though the team was going to win during their Kaizen event, I knew I had to do better for the second one.
After the Kaizen event was over, leaders joined me for a reflection session. It helped me identify the gaps and corrections for the next event:
1. A daily documented feedback session with the team, identifying the plusses and deltas to help leadership understand how the team was feeling.
2. A live “check/adjust” review with selected leadership team members, to keep them engaged in the process.
3. And a few others.
Under the CI leader’s guidance, I made the necessary changes for the upcoming Kaizen events. I am sure they will make the process more engaging and robust. In the view of the Wheel of Sustainability, we were able to create Clear Benefits for the team and organization. Their needs come first. My job is to assure their needs are met.

Don’t be afraid to expose your weaknesses
I was the quality control manager for a ceiling grid factory in Maryland. In my first days at the plant, I observed that quality performance was minimally acceptable. There was a lot of room for improvement. I learned from my prior experience as a supervisor in Chicago to involve more people in the process and give them the information they needed to make proper quality decisions.
I was the quality control manager for a ceiling grid factory in Maryland. In my first days at the plant, I observed that quality performance was minimally acceptable. There was a lot of room for improvement. I learned from my prior experience as a supervisor in Chicago to involve more people in the process and give them the information they needed to make proper quality decisions.
People weren’t very involved in the quality process at the Maryland plant. I was determined to do something about it. The first thing I did was review all quality specification drawings for our products. They seemed to be designed for engineers, not operators. The drawings were often ignored and out of spec product was found after it had been produced, even though operators had signed off that everything was in spec. I simplified the drawings to make them easier to use and understand.
The next step I took was to train our employees to install and measure grid properly. Once they understood the mechanics of the grid, they knew they couldn’t let out of specification product end up in the hands of our customers.
One day, early in my tenure, I noticed a visitor from Underwriters Labs (UL) at the plant. He met with Dwayne, the engineering manager. They talked in the break room for thirty minutes. Then, they shook hands and the UL rep left, without going into the plant.
Me: “What was the UL rep doing here?”
Dwayne: “He was auditing our quality certification process.”
Me: “What was he doing in the breakroom?”
Dwayne: “Oh, we had a cup of coffee and talked about fishing.”
Me: “Are you telling me that all he does is visit during his visit?”
Dwayne: “Sure. We don’t want him to come out into the plant.”
Me: “Why not? Don’t we pay Underwriters Labs for their certification? Wouldn’t you want to make sure we’re actually doing what we’re supposed to be doing?”
Dwayne: “We could get in trouble if we’re not doing everything correctly.”
Me: “Not if we take steps to correct our errors.”
Dwayne: “It’s probably best if we keep these visits to the breakroom.”
I wasn’t satisfied and decided to do some research into our UL certification process. Once I was sure we were trying to do the right thing, I spoke with Alan, our plant manager.
Me: “I want to get our house in order in a quality control way and I need your support.”
Alan: “What are you thinking of doing and what are the risks?”
Me: “I want to take the UL inspector on a tour and identify anything that we might be doing wrong. The risk is that we may be doing a lot of things wrong and get cited for any issues.”
Alan: “How are you going to minimize our exposure?”
Me: “I’ve already had conversations with Joanne, our corporate UL expert. She explained what’s supposed to happen during a UL audit and the steps that must be taken if a non-conformance is found. As long as we respond in a timely and proper way, our risk is minimal.”
Alan: “Have you identified anything that we’re doing that may be out of compliance?”
Me: “I have and I think everything is correctable.”
Alan: “If that’s the case, I’ll support you and talk with Dwayne to get his alignment.”
Alan, Dwayne, and I spoke and came to an uneasy agreement. Dwayne was skeptical and worried we might be overwhelmed with issues. I knew we were doing the right thing. If we had issues, it was time to deal with and correct them.
I called the UL inspector, introduced myself, and invited him for an off-cycle review of our process. He was surprised to have someone reach out to him, but was appreciative for the interest.
One month later, he and I took a detailed walk through our quality assurance processes. He found many things that needed to be corrected. Fortunately, they were all simple and minor. For example, a label on a box of grid referenced test method 205. It should have said 205L. Most issues were similar and were corrected within 2 weeks.
Now we were confident that we were producing products that met customer requirements and were properly representing their UL certifications. In the following years, our relationship with Underwriters Labs strengthened and we became partners in the growth of our ceiling grid business.

How do you measure knowledge?
If you produce a physical product, it’s easy to see things being created. You can count them, measure them, and identify the cost to produce them. But what happens when you create knowledge or a new product idea. How do you measure your output? More importantly, how do you measure your effectiveness and identify when you need help?
If you produce a physical product, it’s easy to see things being created. You can count them, measure them, and identify the cost to produce them. But what happens when you create knowledge or a new product idea. How do you measure your output? More importantly, how do you measure your effectiveness and identify when you need help?
The technology group of a global ceiling tile manufacturer that I worked for decided it was time to figure this out. For many years, our leaders requested resources and money for projects based on anecdotal evidence and gut feelings. In the business world, you must show a return. If you can’t, somebody else will get the resources and investment.
Resources had become scarce and there wasn’t a clear way to show the return on investment, when requests for money or people were made. We needed to come up with a metric of contribution for our group.
We had four distinct Value Streams: Innovation, New Product Development, Capital Engineering, and Business and Operations Support. Each one worked at different points in the business cycle. Innovation was at the very beginning, when an idea was generated. Business and Operations Support engaged after a project was complete. Was there any way to create a metric that made sense for all four Value Streams?
Developing a New Way to Measure Value
Our plants had a single metric of performance, called Plant Reliability. It measured final output against the maximum output achievable during a defined timeframe. This number, measured as a percentage, could be anywhere from 0 to 100. Each percentage point was worth a defined amount of value to the business, depending on the size and complexity of the plant. When the number went up, cost per unit went down and customer satisfaction rose. It was difficult to “game the system” and each plant could be compared to itself and other locations. Plant Reliability helped the business choose where to invest money and resources to improve performance.
After much discussion, I was able to get alignment of the leadership team to develop a metric based on the concept of Plant Reliability. The twist was that the four value streams would use the same metric to compare performance to themselves and to the other value streams. Then, we would make investments based on the opportunity identified. But only if we could somehow tie the metric into financial results.
Our value stream leaders were talking in terms of Net Present Value (NPV) when they discussed the efforts and results of their teams. In Innovation, for example, they would assign a team to work on a product idea with the expectation that it would generate future revenue. This information could be entered into a spreadsheet and the Net Present Value of the project was determined. These numbers were estimates, but the only way a project could be approved to proceed was using the analysis that determined the NPV.
Measure, Communicate, Adjust, Repeat
We decided to give NPV a try. Each value stream figured out how they would calculate it for their part of the business cycle. Once we approved the calculations, we needed to figure out a way to display it in a meaningful way and determine a target to achieve.
We created an overall NPV display board and each value stream incorporated NPV into their individual team display boards. Once this was done, we educated our teams, customers, and suppliers. Then, we started using NPV as a key discussion point when evaluating work and investment of resources. Instead of gut feel and emotion, we were now using facts and data. The allocation of resources and investment across value streams became a simpler decision to make. The business ultimately got a boost in outcomes from the results-focused behavioral change.
Status Indicators
During a Kaizen event, teams identify projects to work on and then go off and do the work, hoping to return with a finished product. In my early experience, I allowed team members to work on their own. I hoped they would complete their work in a reasonable amount of time. It didn’t always turn out that way. Hope is not a plan.
During a Kaizen event, teams identify projects to work on and then go off and do the work, hoping to return with a finished product. In my early experience, I allowed team members to work on their own. I hoped they would complete their work in a reasonable amount of time. It didn’t always turn out that way. Hope is not a plan.
They rarely completed their work on time. More often, they lost time and progress because they got stuck and no one knew about it. I started to rotate through groups to assess progress. That relied on one person: me. After a time, I realized there was a better way to track progress, make it visible, and create engagement. The answer: Status Indicators.
Here’s how Status Indicators work:
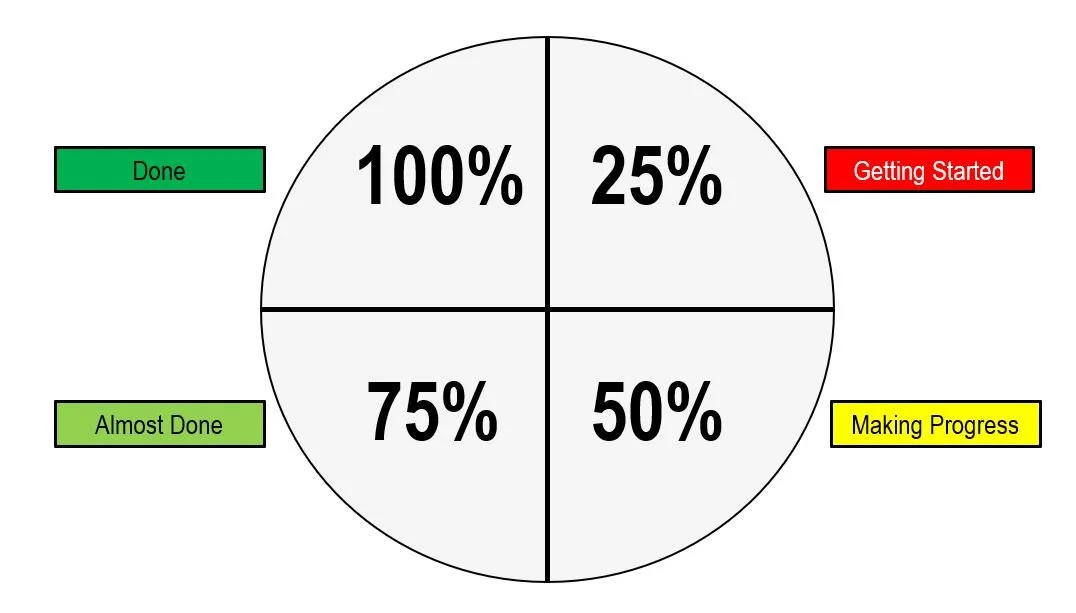
Draw a circle. Break it into quadrants. Fill in each quadrant using a marker, indicating progress towards completion. It doesn’t have to be scientific or pretty, it just has to work.
25% = Getting started – initial progress has been made or a plan has been created.
50% = Making progress – things are moving along and people know what to do and how to do it.
75% = Almost there – we can see the light at the end of the tunnel. We can finish the work.
100% = Done – we’re finished and ready to move on to something else.
There’s no need to break status down into smaller elements. That would cause the team to spend more time updating status and less time doing work. When properly updated, it’s powerful and simple to understand. I use flip chart paper to draw Status Indicators during Kaizen events. Flip chart paper is large enough to allow others to see the status from twenty feet away or more.
To give you a sense of the value and impact of Status Indicators, use the following example. Four teams are working on separate projects.
Project 1 is Almost there, Project 2 is Done, Project 3 is Getting started, Project 4 is Making progress, and Project 5 hasn’t been started. It’s clear who needs help and who can help. Team members from Project 2 can help Projects 3 and 4, depending on their skills and interests. If there are more resources than Projects 3 and 4 need, those resources can start on Project 5. Anyone else, even if they’re not on the team, can assess the status and help those who need it.
The value of Status Indicators has been reinforced to me many times, never more than when I forgot to use them. After a particularly busy day during a Kaizen event, some team members said they were frustrated because they didn’t know what to do next. Others said the day felt chaotic and disorganized. I realized I hadn’t trained the team to use Status Indicators. I immediately showed them how to use them. The next day, much more work got completed. At the end of the day, the team related how much easier it was to manage their work.
From a supervisor’s or manager’s point of view, Status Indicators make it simpler and more efficient to keep track of work going on in many areas. Hours of effort to track progress are reduced to minutes or seconds.

Little Things Mean A Lot
A global consumer goods manufacturer was experiencing high levels of downtime, jams, and long changeovers on a critical production line. They invited Process Improvement Partners to their plant to observe and discuss the problem and identify opportunities for improvement. After reviewing performance, we took a walk to the line. The line was running, and after a description of line components, it became apparent there were quick opportunities to improve performance of the line. The techniques we would use were quite basic: leveling, squaring, aligning, and centering of products with the process. It seemed so simple, and the customers were skeptical. We suggested a five-day Kaizen to improve line reliability, scheduled for January 2019.
A global consumer goods manufacturer was experiencing high levels of downtime, jams, and long changeovers on a critical production line. They invited Process Improvement Partners to their plant to observe and discuss the problem and identify opportunities for improvement. After reviewing performance, we took a walk to the line. The line was running, and after a description of line components, it became apparent there were quick opportunities to improve performance of the line. The techniques we would use were quite basic: leveling, squaring, aligning, and centering of products with the process. It seemed so simple, and the customers were skeptical. We suggested a five-day Kaizen to improve line reliability, scheduled for January 2019.
Leading up to the Kaizen event, we had many discussions with line operators, mechanics, and engineers, and we made several confirming observations on the line. During a discussion with the Plant Manager, it became apparent he didn’t buy-in to the approach. He had used a process called “Center Lining” before, and had mixed results. In addition, it took weeks to accomplish. We assured him centering of the process would be completed on the first day of the Kaizen and then we would optimize all parts of the process around the center in the following days. He was still skeptical, but heard enough and saw our confidence, and gave final approval for the Kaizen to proceed.
In most Kaizen events, we provide a structure and approach to the team charged with solving a problem. We very rarely dictate specific actions to the team. In this case, the entire first day was controlled and team members were asked to follow very specific instructions before implementing their ideas.
After receiving training on the approach, the team walked to the production line. We reviewed safety requirements, shut down the line, and locked it out. The next step was to identify the center of the critical packaging process. This was the part of the line where everything comes together – the product and the package. We told the team everything leading up to the packaging process should be located and optimized to the center of the process. They didn’t think it would be very important, but were willing to learn and find the center of the line.
We located the center of the line at the midpoint of the conveyor frame on the out-feed side of the equipment and wrapped a string around that point. Then, stretching the string through the equipment, we found the center of the conveyors leading up to the equipment. A trained eye can keep the center precise within 1/32”, so we found what we believed to be center along approximately 100 feet of equipment and conveyor and pulled the string taut. Then, we marked the equipment and conveyor every 4 feet along its length to identify center for the process. Once complete, we noticed all product was coming into the equipment off center. The packaging was tracking off-center as well. That was the first time the skeptical team members saw something they weren’t expecting.
Our next step was to check the levelness of all of the conveyors leading up to and through the equipment. Ideally, all conveyors should be no more than 1/32” out of level at every transition (one section of conveyor to the next section) and side to side. Using a torpedo level and some shims, the team documented levelness of every section of conveyor. They found many of the conveyors were out of level by more than ¼” and some were out as much as ½”. The good news was this condition was easily corrected, and by the end of two hours, all conveyors were leveled throughout the process. The team was losing its skepticism as the products ran more consistently once we started the line back up. The first day ended with the team handing the line back over to the production organization.
The next morning, the team came in energized. They heard from the afternoon shift and overnight shift that the line had run smoothly overnight - much better than anyone had expected. We had four more days to improve things before the end of the Kaizen.
The next step was to optimize the location of the product with reference to the center of the process. Now that we had identified the center and leveled the line, this was easy. The challenge was to determine ways to ensure that our new settings would not change as soon as the Kaizen was over. The team was given the freedom to come up with ways to create and sustain the new settings. Using collars, pins, and labels, the team came up with ways to identify the proper locations for all of the different products running on the line. They also identified the product changeover steps (in the order to be followed) and labeled each part of the line with changeover steps that would need to be accomplished in proper sequence. These labels were made with large, bright green stock, so people wouldn’t miss them and forget a changeover step.
One problem the team identified was that the packaging wasn’t wrapping the product in a consistent manner. Upon further investigation, it was determined a top guiding roller was applying unequal pressure to the corrugated wrapper and the wrapper was shifting from side to side. One of the team members came up with a simple solution - tie all parts of the top guiding roller together to guarantee equal pressure across the wrapper. By doing this, the wrapper consistently met the product every time.
Improvements came fast and furious over the final days of the Kaizen, and by the last day, everyone noticed a significant improvement in line performance. The operators on the line thanked the team for correcting years of problems and even offered suggestions to make things better, which the team was able to incorporate into their work.
At the report out, team members remarked they were surprised how extremely small improvements impacted performance. They also realized these techniques could be taken to any other line in the factory. Once skeptics, they become zealots.