
The Vortex
Sometimes we don’t see what’s right in front of us. We just do what we do and deal with the problems that inevitably arise.
I facilitated a Kaizen event for a non-profit. Contributions were declining significantly. After taking a Gemba walk through the process, we identified the need to improve donor engagement. It was taking up to two months to acknowledge the highest value donations. No wonder donors were leaving in droves. Recognition was slow and not meaningful.
Sometimes we don’t see what’s right in front of us. We just do what we do and deal with the problems that inevitably arise.
I facilitated a Kaizen event for a non-profit. Contributions were declining significantly. After taking a Gemba walk through the process, we identified the need to improve donor engagement. It was taking up to two months to acknowledge the highest value donations. No wonder donors were leaving in droves. Recognition was slow and not meaningful.
Two months before, I ran a workshop and donated the proceeds to Feeding America. I received a thank-you note less than thirty minutes after I sent my credit card payment. It felt good to be recognized so quickly.
We brought together a team and mapped out the donation acknowledgment process end to end. There were many points in the process where the information stalled. Of those, the worst was in the office of the VP of Finance. Information could sit in his office for weeks before anything happened. If he was busy with other duties, he might forget to take any action. A call from a disgruntled donor would restart the process.
It was so bad his office was nicknamed “The Vortex”. Things came in and were lost to the world. This Recognition of poor performance had to be turned around.
The rest of the week, the team worked on ways to eliminate The Vortex. Time was reduced from two months to six days. Unfortunately, major damage had already been done to donor trust. It will take immense effort to reverse the negative Recognition for the organization.

If Everyone’s Responsible, Nobody’s Responsible
I visited a consumer goods factory in Pennsylvania. They were profitable, but concerned their ability to service customer orders was deteriorating. I met with plant leadership and took a Gemba walk through the distribution center.
I visited a consumer goods factory in Pennsylvania. They were profitable, but concerned their ability to service customer orders was deteriorating. I met with plant leadership and took a Gemba walk through the distribution center.
They were proud of their efforts to apply 5S. I asked Angela, the Distribution Center Manager, how they used 5S to help them service their customers. She was unsure of my question, so I posed it in a different way:
Me: “What benefits do you get by using 5S?”
Angela: “It’s cleaner in the distribution center than before we used 5S.”
Me: “It does look clean. Well done. How does that help you?”
Angela: “We don’t spend time cleaning up behind each other.”
Me: “How do you ensure it stays clean?”
Angela: “I remind our employees to use 5S and clean up after themselves daily. Sometimes they need additional reminding.”
Me: “Can you show me an example?”
We walked to a tool board. There were spaces for seven different tools. The shape of each was painted on the board. It was apparent where things were to be placed, except all tools weren’t on the board. Only two of the seven were present.
Me: “Where are the other five tools?”
Angela: “I’m not sure. People are probably using them right now.”
Me: “Can we take a look or is there someone we can ask to find out?”
Angela: “We should be able to ask anyone here. Everyone’s responsible for keeping the tool boards filled.”
Me: “I’d like to find out how that’s working.”
We found a distribution center employee and asked him if he knew where the missing tools were. He wasn’t sure. We walked to four other tool boards. Freshly painted, all were missing tools. Without an owner for the boards, there was no Accountability to keep them filled and ready for use. This led to less than effective cleaning.
During the rest of our Gemba walk, we found many more examples of how the lack of Accountability kept performance at low levels. When everyone’s responsible, nobody’s responsible. Once we identified systemic lack of Accountability as the underlying cause of low customer service levels, Angela and I chartered a Kaizen event to resolve the situation.

The Five Whys
The Five Whys is a method that can be used to understand why a change isn’t being followed. It helps you get to the root cause of any resistance or problem you observe. If you find someone doing something in a non-standard manner, ask why until you get to their motivation for doing it differently. It may take five or more whys. It could take less. Here’s a sample conversation:
The Five Whys is a method that can be used to understand why a change isn’t being followed. It helps you get to the root cause of any resistance or problem you observe. If you find someone doing something in a non-standard manner, ask why until you get to their motivation for doing it differently. It may take five or more whys. It could take less. Here’s a sample conversation:
Sue (Joe’s manager): “I notice you’re adjusting the equipment differently than the new procedure. Can you tell me why you are doing it this way?”
Joe: “From my many years of experience, I have found that it’s better to adjust the equipment in the order I’m doing it.”
Sue: “I know you think it’s better. Can you tell me why you think it is?”
Joe: “It’s the most comfortable and stress-free approach I know.”
Sue: “It can be uncomfortable doing something differently and it takes time to get used to something new. Can you tell me why you’re more comfortable doing it the old way?”
Joe: “It doesn’t make sense to do step 3 after step 2. Step 3 should come after step 4.”
Sue: “Why do you think step 3 should follow step 4?”
Joe: “If I do it my way, I don’t have to search for the wrench when I get to step 3. I took it out of my tool box and used it when I did step 4. Then I can carry it to do step 3.”
Sue: “Are you aware the team mounted required tools at each step? You don’t have to carry them with you anymore.”
Joe: “I didn’t know that. I guess I forgot.”
Sue: “Let me show you. See, the tools are right where you need them for each step.”
Joe: “I can’t believe I missed that. Thanks for showing me.”
Sue: “You’re welcome. Now that you know, I need you to follow the prescribed order. When you do, please let me know what you think.”
Joe: “I’ll give it a try and let you know how it goes.”
In this case, it took four whys to uncover the root cause of the issue. What else happened? Sue listened to Joe. She helped him understand the proper procedure. She reinforced the requirement to follow it, identified the benefits, and made the commitment to get his feedback.
Sue demonstrated Accountability. Joe is likely to do the right thing from now on and may communicate what happened to his co-workers. Holding yourself accountable is not always easy and can be time consuming, but the benefits outweigh the effort.

Saving Is Not Saving
We were building a ceiling tile manufacturing plant in Russia. Like most projects, the engineering team was directed to save money, as long as it didn’t negatively impact safety or productivity. As most were unfamiliar with doing business in Russia, they used their experience with known vendors to acquire equipment for the plant. If there wasn’t enough capacity to fill equipment needs, the project team worked with local consultants to identify the “best” options for equipment purchases.
We were building a ceiling tile manufacturing plant in Russia. Like most projects, the engineering team was directed to save money, as long as it didn’t negatively impact safety or productivity. As most were unfamiliar with doing business in Russia, they used their experience with known vendors to acquire equipment for the plant. If there wasn’t enough capacity to fill equipment needs, the project team worked with local consultants to identify the “best” options for equipment purchases.
A few years earlier we had shuttered a plant in Alabama. Equipment was stored in the hopes it might be used for future projects. The project team identified equipment they thought they could use and had it shipped to a contractor, who was responsible to inspect it and bring it up to optimal operating condition. This was done to save more than $1 million for the project.
Two weeks before plant start-up, I traveled to Russia to assess and optimize the flow of ceiling tiles through the new production line. I had done this work many times in other manufacturing plants and was known as the flow “expert”.
When I arrived, I was assigned a team of two mechanics and one production operator. We were going to send ceiling tiles through various parts of the line and make adjustments and corrections where necessary to improve the flow.
Very few tools were available for our use. I packed string, levels, and flat steel bars to help us with the work. Our initial assessment and work through the line went smoothly. We identified conveyers that were out of level, causing the ceiling tiles to skew and jam. Fixing these problems was simple enough. Soon we had tiles flowing smoothly through the first half of the line. Until we reached the equalizer.
The equalizer is a large panel saw. Its purpose is to cut ceiling boards into finished ceiling tiles. The board goes through a first set of saws, strikes a transfer, and then is driven through a second set of saws positioned at a right angle.
Boards were going through the saws at an angle. Instead of tiles looking like rectangles, they looked like trapezoids. They weren’t going to fit into ceiling grid that way.
There were many possible reasons for the angled cuts. After resolving many issues, the tiles still weren’t correct. What was going on? Normally, fixes happen independently of the saw assemblies. Saws are typically located in a level and square way on a frame. Everything else controls how the boards come to the saws in a square or angled fashion.
In this case, the problem was in the saw assembly. We locked out and climbed up on the equipment to take a closer look. The equalizer was freshly painted and made to look as if it was new. But it was far from new. There were many missing or broken parts. Because of that, we couldn’t control the boards as they were being cut. Broken motor mounts caused the saw blades to rotate in an elliptical fashion. How did the contractor miss this critical detail? How did we miss this during equipment inspection?
We spent the rest of our time repairing or replacing broken parts. Some things couldn’t be fixed immediately. We ordered parts and equipment from other locations. Some had to be air-freighted from the United States at considerable cost. All fixes were completed prior to the official plant start-up, but took valuable resources away from other critical work. All of this could have been avoided had the project team recognized the critical influence of the equalizer and chosen to invest in the right tools for the new plant. Expected savings disappeared due to the lack of All Tools Available.

Who Are We Designing This for?
I visited an engineered wood flooring plant in Kentucky. They were losing millions of dollars annually due to poor scrap performance. After meeting with the Plant Manager and his leadership team, we took a Gemba walk to assess the current situation.
I visited an engineered wood flooring plant in Kentucky. They were losing millions of dollars annually due to poor scrap performance. After meeting with the Plant Manager and his leadership team, we took a Gemba walk to assess the current situation.
The plant was fairly well organized and clean. Everyone was following the safety rules and were intent on keeping themselves safe. How did I know this? I saw Visible Evidence of the Leadership Commitment to safety. There was signage that was aligned with actions of the leaders and all employees.
I noticed a huge amount of scrap materials in the plant. Pallets of flooring boards were lying around and it seemed like more scrap was being made by the minute. I asked how production and scrap information was tracked and was directed to a large white board mounted to the outer wall of an office.
The board displayed information on the products being produced and the hourly output of the various production lines. There was no display of scrap or quality information. I wanted to understand how the board was used. I asked the team to wait by the board until someone interacted with it.
Ten minutes later, a production operator walked up to the board with paper in her hand. She looked rushed and stressed. She left her line while it was running, walked twenty yards, and transferred information from the paper to the board. She acknowledged us and then rushed back to her line.
As we walked around the rest of the factory, I noticed there were no production boards at any of the lines. Everyone had to walk away from what they were doing and go to the main production board to enter information on an hourly basis. Sometimes, they were so busy they didn’t update information. The leadership team lamented that fact and wondered what could be done about it.
I shared these suggestions with the team:
· Place the information in a convenient spot to the person who maintains and uses it.
· Train the leadership team to go to the information, rather than making it come to them.
· Engage with the person doing the work in their own space and in their own time.
The team was intrigued and thought it might be helpful to incorporate these ideas and other principles of Visible Evidence into a Kaizen event designed to improve quality and scrap performance. A month later we kicked off the Kaizen.
Status Indicators
During a Kaizen event, teams identify projects to work on and then go off and do the work, hoping to return with a finished product. In my early experience, I allowed team members to work on their own. I hoped they would complete their work in a reasonable amount of time. It didn’t always turn out that way. Hope is not a plan.
During a Kaizen event, teams identify projects to work on and then go off and do the work, hoping to return with a finished product. In my early experience, I allowed team members to work on their own. I hoped they would complete their work in a reasonable amount of time. It didn’t always turn out that way. Hope is not a plan.
They rarely completed their work on time. More often, they lost time and progress because they got stuck and no one knew about it. I started to rotate through groups to assess progress. That relied on one person: me. After a time, I realized there was a better way to track progress, make it visible, and create engagement. The answer: Status Indicators.
Here’s how Status Indicators work:
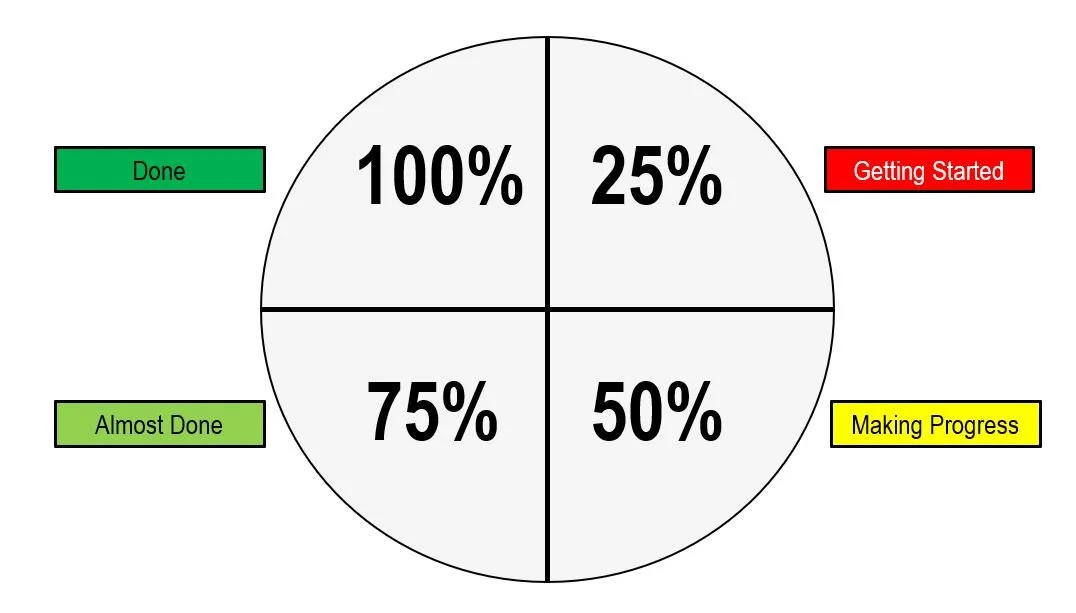
Draw a circle. Break it into quadrants. Fill in each quadrant using a marker, indicating progress towards completion. It doesn’t have to be scientific or pretty, it just has to work.
25% = Getting started – initial progress has been made or a plan has been created.
50% = Making progress – things are moving along and people know what to do and how to do it.
75% = Almost there – we can see the light at the end of the tunnel. We can finish the work.
100% = Done – we’re finished and ready to move on to something else.
There’s no need to break status down into smaller elements. That would cause the team to spend more time updating status and less time doing work. When properly updated, it’s powerful and simple to understand. I use flip chart paper to draw Status Indicators during Kaizen events. Flip chart paper is large enough to allow others to see the status from twenty feet away or more.
To give you a sense of the value and impact of Status Indicators, use the following example. Four teams are working on separate projects.
Project 1 is Almost there, Project 2 is Done, Project 3 is Getting started, Project 4 is Making progress, and Project 5 hasn’t been started. It’s clear who needs help and who can help. Team members from Project 2 can help Projects 3 and 4, depending on their skills and interests. If there are more resources than Projects 3 and 4 need, those resources can start on Project 5. Anyone else, even if they’re not on the team, can assess the status and help those who need it.
The value of Status Indicators has been reinforced to me many times, never more than when I forgot to use them. After a particularly busy day during a Kaizen event, some team members said they were frustrated because they didn’t know what to do next. Others said the day felt chaotic and disorganized. I realized I hadn’t trained the team to use Status Indicators. I immediately showed them how to use them. The next day, much more work got completed. At the end of the day, the team related how much easier it was to manage their work.
From a supervisor’s or manager’s point of view, Status Indicators make it simpler and more efficient to keep track of work going on in many areas. Hours of effort to track progress are reduced to minutes or seconds.

We Won the Battle but Lost the War
During my corporate career, we identified a critical gap in our safety training system. There wasn’t a good way to ensure traveling engineers, scientists, and technicians were compliant for annual safety training requirements. We had to get everyone immediately compliant and then develop a system for annual recertification.
During my corporate career, we identified a critical gap in our safety training system. There wasn’t a good way to ensure traveling engineers, scientists, and technicians were compliant for annual safety training requirements. We had to get everyone immediately compliant and then develop a system for annual recertification.
Working with a small team and under the direction of the Global Technical Services Vice President, we established “Technical Services Safety Days”. No one was allowed to travel during the week of training.
We developed interactive safety training activities that included everyone in the group. This would allow us to achieve compliance and provide useful skills for work and at home. We added some fun activities and games to encourage team building and networking. When training wasn’t occurring, employees were encouraged to catch up on paperwork and reconnect with others at the corporate center.
Technical Services Safety Days was a success. One hundred and fifty employees learned and practiced firefighting, equipment lock-out, chemical hazard identification, and many other critical safety topics. Tell, Show, and Do was used extensively. People appreciated the personal touches throughout the experience. My team won an award for putting together this meaningful activity and restoring safety compliance in short order.
For the next three years, Technical Services Safety Days was an annual event. People looked forward to it. Everyone blocked out their calendars for the week. For some, it was their only time in the office and they took advantage of the opportunity to network with their co-workers. They honed their skills through the creative training of best safety practices.
Then, everything changed. The company purchased a computer-based system to deliver required safety training. Employees could review the training on their own time and at their own pace during the year.
Except, it really didn’t work that way. Most waited until the end of the year and then crammed the training in to get it done. There was little engagement or knowledge retention. It seemed like a good idea and a better use of resources, but in the end, we lost the immeasurable value of having interactive Technical Services Safety Days.

Lean in Action
I was Lean Champion for the Global Technology group at a ceiling tile manufacturer for six years. During that time, I was responsible to train all new employees in Lean principles and techniques as they joined our group. The goal of this training was to help them understand what we were doing and how we applied Lean to our work. My aim was to generate interest and engagement around Lean. In the early years, things didn’t always go the way I expected.
I was Lean Champion for the Global Technology group at a ceiling tile manufacturer for six years. During that time, I was responsible to train all new employees in Lean principles and techniques as they joined our group. The goal of this training was to help them understand what we were doing and how we applied Lean to our work. My aim was to generate interest and engagement around Lean. In the early years, things didn’t always go the way I expected.
When I first started training new employees, I created eighty PowerPoint slides that described as many Lean concepts as I could squeeze into the two hours allotted for the training. I reviewed the slides, gave participants a chance to ask questions, and then declared them “trained.” I never got many questions during this training and new employee participation in Lean efforts was hit or miss once the training was completed.
I knew I had to do better if I was going to realize my engagement and participation goals. The first thing I did was develop activities to demonstrate the various Lean concepts I was trying to reinforce. From an interactive 5S number search to a triangle peg jumping game, new employees started to draw value from the time they spent with me. I saw a slight increase in engagement and participation. I wasn’t satisfied. What else could I do, I wondered?
My breakthrough came one day when one of the trainees asked, “This is all well and good, but how does it apply to what we do in Global Technology?” I knew what I had to do. Make the training specific to the actual work we did and give demonstrations of Lean in action.
The first thing I did was test my training against the Global Technology Vision and Mission. If parts of the training didn’t support our Vision and Mission, I either removed it or modified it. Now the theoretical became practical. Power Point slides were reduced and made more relevant.
Focusing on the suggestion of Lean in action, I added a Gemba walk to the training. After an hour of classroom training, I led an interactive tour of areas that had applied Lean thinking to their processes. From the Pilot Plant to the Capital Engineering Records Room to the New Product Development Project Board, new employees could observe and interact with people using Lean. They had a more definitive picture of how Lean worked in practical settings.
The training still took two hours, but was much more interactive and engaging. Because I took a different tour route each time, I was more energized by it as well. Most importantly, participation and engagement of the new employees rose to record levels.

Attention to Detail
In 2007, I moved my family across country to take a new role as Production Manager for a ceiling tile plant in Oregon. The plant had a strong team-based culture. People genuinely wanted to help each other work in as safe and productive manner as possible. It wasn’t unusual to see the Plant Manager on the factory floor, assisting the technicians with their work or helping them stay safe.
In 2007, I moved my family across country to take a new role as Production Manager for a ceiling tile plant in Oregon. The plant had a strong team-based culture. People genuinely wanted to help each other work in as safe and productive manner as possible. It wasn’t unusual to see the Plant Manager on the factory floor, assisting the technicians with their work or helping them stay safe.
Plant performance had deteriorated over the years and we were operating at less than budgeted levels. I was determined to identify the reasons and work with the technicians to turn things around.
The first two months of my time at the plant, I spent more time on the factory floor than in meetings or in my office. I came into the plant at any hour of the day or night, trying to assess and understand the reasons for the lowered performance. People had the right attitude. They wanted to win. What was holding them back?
The Team Managers had strong relationships with their people. The equipment was in generally good condition and there was an established preventive maintenance program. Something was missing and I had to find out what it was.
One morning, while taking a walk around the plant, I noticed papers on clipboards at each operating station on the line. They were titled “While Running Tasks.” Taking a closer look, I saw operations checks to be completed and signed off by the technicians on shift. There were many blank spaces on the papers, meaning that checks weren’t completed during the week.
I reviewed these papers and found that less than half of the checks had been completed and signed off. The Team Managers told me the checks were defined as critical to the performance and safety of the line. Teams of technicians had identified and agreed to the tasks. They met every three months to review and update the “While Running Tasks” as new issues arose.
I reviewed the forms to see if there was any correlation between tasks not completed and downtime or scrap events. In a two-month sample, more than one-third of the downtime and scrap events could have been prevented if the checks were completed properly and on time. I now knew what had to be done.
Working with my three Team Managers, we came up with a plan to rapidly improve performance. We would rededicate ourselves to the “While Running Tasks.” Nothing less than a 100% completion rate was acceptable. Technicians would be accountable to complete and sign off on all tasks during their shift. Team Managers would audit the tasks on every shift, and I’d audit randomly every day and do a complete audit at the end of every week.
My Team Managers wanted to conduct crew meetings and share the new requirements with their crews. I told them I wanted to be a part of every meeting, sharing my logic and belief in our new requirement. They agreed and we planned crew meetings for the next day at 6:30 am, 3:30 pm, and 10:30 pm.
I kicked off each meeting. I told the crews how impressed I was by the teamwork I had observed. I also talked about the honesty of people working there. No one ever signed off on anything unless they had actually completed a task. Now, it was time to use our teamwork and honesty to improve performance at the plant.
I reviewed my findings about the “While Running Tasks.” I shared examples of line failures and scrap events directly impacted by the incompletion of the critical work they had identified and agreed to. We owed it to each other to perform the work we agreed to. Next, I laid out the principles and expectations moving forward:
1. Attention to detail will improve performance and keep everyone safe.
2. While Running Tasks are the first line of defense to prevent problems and reduce safety risk.
3. We must achieve 100% compliance to While Running Tasks – anything less increases risk for downtime and injuries.
4. Completing While Running Tasks is a condition of employment.
I then handed the meeting to the Team Manager, who described how he would work with his crew to attain 100% compliance. He described how he would hold himself and each crew member accountable to their “While Running Tasks.” Crews were also encouraged to review their “While Running Tasks” and verify they were practical and designed to prevent problems.
We received many questions. It was easy to answer any concerns. We truly believed this approach was going to keep everyone safer and more productive. People were worried they were going to be fired if they forgot a task once in a while. We understood and put in levels of discipline. We didn’t want to fire anyone. We did believe that 100% compliance was the best strategy to improve performance at the plant. We couldn’t compromise our beliefs.
During the first two weeks, there were a few “forgotten” tasks. There was some discipline recorded. No one was fired. The first month, compliance reached 90%. Plant performance was noticeably improved. The second month, compliance was 98%. The third month, we achieved 100% compliance. Everyone could tell the difference. The plant was running significantly better. For the next year and a half, compliance stayed at 100%. During that time, the plant attained company records for performance. Attention to detail cost us nothing; except time, focus, and commitment.

A Wakeup Call
In 2001, I was the Business Unit Manager at a Vinyl Flooring Plant in Pennsylvania. Responsible for the one of four business units on site, I had a unionized workforce of 160 employees, three supervisors, and eight technical staff. My job was to turn the shrinking business around and keep my employees safe and productive.
In 2001, I was the Business Unit Manager at a Vinyl Flooring Plant in Pennsylvania. Responsible for one of the four business units on site, I had a unionized workforce of 160 employees, three supervisors, and eight technical staff. My job was to turn the shrinking business around and keep my employees safe and productive.
With many layoffs over the years, the shortest tenured hourly employees had more than twenty-five years of service. They had seen many Business Unit Managers come and go over the years and were determined to outlast me. All three supervisors had been promoted from the ranks and were also of the mindset to survive until the next Business Unit Manager arrived.
This wasn’t the best situation to drive change, but we had to do many things better, and fast. One such change was to do a better job protecting the safety of our employees. We instituted a stronger safety program with improvements in the way employees interacted with and locked-out (an OSHA mandated program) their equipment. Although we were convinced that we were doing the right thing, we had major pushback from the union and even the supervisors, who saw all of the new requirements as a waste of time and effort. After much discussion, my staff and supervisors agreed as a team to be consistent in our safety message, approach, and accountability. At least that’s what I thought.
One day I overheard one of the supervisors telling his crew they needed to follow the new safety protocols because, “The company is making me do this.” Much to my concern and disappointment, this statement confirmed he didn’t believe in what we were doing. At that moment, I knew he would never hold himself or his crew accountable to keep themselves safe.
I couldn’t let this continue and immediately stepped in. I corrected the situation and sent him packing. It sounds harsh. There’s much more to this story. He had been demonstrating a pattern of subversive and destructive behavior for many months. This was the final straw. I was unwilling to put my employees at risk and knew a change had to be made.
Although firing someone is a life changing event for them and for those they work with, it ended up turning out fairly well for everyone involved. The remaining supervisors and crew took safety more seriously and the fired supervisor later admitted this was a wakeup call for him, as he was able to take a renewed commitment to safety to his next employer.

Let’s See How Things Go
During my tenure as Production Manager at a ceiling tile plant in Oregon, I implemented strict rules around changeovers: No one is allowed in the breakroom during a changeover without Team Manager approval; Everyone is available to help during the changeover; Everyone is at their stations when the line is ready to start up; One Best Way changeover procedures are followed to the letter. No deviations. The procedures were developed by the technicians. There was no reason not to follow them.
During my tenure as Production Manager at a ceiling tile plant in Oregon, I implemented strict rules around changeovers:
· No one is allowed in the breakroom during a changeover without Team Manager approval.
· Everyone is available to help during the changeover.
· Everyone is at their stations when the line is ready to start up.
· One Best Way changeover procedures are followed to the letter. No deviations. The procedures were developed by the technicians. There was no reason not to follow them.
These rules came from my observations the first two months after I arrived at the plant. Those not directly involved in the changeover used that time to go to the break room. We lost vital minutes waiting for technicians to return from break when a changeover was completed. Sometimes help was needed to verify changeover settings prior to starting the line back up. If resources weren’t available, things took longer. Technicians were frustrated when they had to wait for help.
Technicians didn’t like the “no break during changeover” rule. I explained changeovers were the most critical activity during the production run and everyone should be helping to execute the safest, most accurate changeover possible. It couldn’t be done from the breakroom.
Some argued they wouldn’t be able to get their breaks under these new rules. I felt they’d have more flexibility around their breaks once changeover performance improved.
Immediately after the new rules were implemented, employees came to my office to express their displeasure. After listening to their arguments, I explained why I felt the rules were necessary. The plant had a culture of teamwork and help. There was no way to help teammates from the breakroom. Then, I told them, “let’s give it a chance and see how things go.” They didn’t like my answer. I was firm in my convictions and sent them on their way.
At the beginning of every changeover, I took a walk to the break room to ensure people were following the changeover rules. I didn’t want to put all of the burden on my Team Managers. I held myself accountable for rule enforcement. From time to time, I found people in the break room during a changeover. I always asked if their Team Manager had approved the break. Most of the time, they got up and went back to the line, indicating they hadn’t.
After four weeks, changeover time was reduced by 33%. Not only was the time reduced, it was more predictable. Just by having everyone available to help with the changeover and in place when the line was ready to start up. My team noticed the results. Visits to my office by “dissatisfied customers” came down significantly.
Team Managers felt more comfortable enforcing the changeover rules. They knew I had their back and they were seeing results. They were able to explain the rules and the reasons for them. It was no longer “Adam’s rules for changeovers”.
Two weeks later, a technician came to my office. He said, “Adam, I know you’re just going to tell me ‘let’s give it a chance and see how things go.’ I just wanted to tell you how I feel about the changeover rule anyway.” I thanked him for the feedback. He knew what I was going to say. There was no point repeating it.
Changeovers became a source of pride across all of the crews. Teamwork strengthened and performance continued to improve. What was once difficult and frustrating was now safe, simple, and predictable.

Four Value Streams = Four Boards
I reported to the Vice President of Global Technology for a ceiling tile company as Lean Champion. During my tenure, we kicked off our Lean transformation and established four Value Streams: Innovation (R&D), New Product Development, Capital Engineering, and Business and Operations Support. Each Value Stream Director guided efforts to deliver value to the internal and external customers who relied on their critical results.
I reported to the Vice President of Global Technology for a ceiling tile company as Lean Champion. During my tenure, we kicked off our Lean transformation and established four Value Streams: Innovation (R&D), New Product Development, Capital Engineering, and Business and Operations Support. Each Value Stream Director guided efforts to deliver value to the internal and external customers who relied on their critical results.
While the Value Streams had different customers and missions to accomplish, they interacted frequently and shared resources. I supported all Value Streams and had the opportunity to build relationships across all areas of the business. One area we worked on was how to keep critical information in front of us and engage in it at all times.
In the early days of our Lean transformation, we identified the need to create white boards to display the most relevant and urgent information for everyone to see and act on. Using weekly huddles, the boards would be reviewed and decisions were made and documented. Some of the teams took this need for a white board to be a requirement and put together their boards and huddles just because they thought the Global Technology VP and Lean Champion said it must be done.
It quickly became apparent these boards weren’t helping the teams accomplish their work in a manner more productive or safer than they had been before the boards were established. In fact, one of the teams got a bit rebellious and started to make their huddle a grind, rather than a value-adding exercise. Snide remarks and rushing through information replaced deep discussion and problem-solving.
I called a meeting with the Global Technology VP and the four Value Stream Directors. After much discussion, I was able to draw out their resistance to the boards and huddles. Probing further, we identified the issue. They thought the design of the boards was prescriptive, leaving them no room to design for the purpose of their individual Value Streams. Directors thought everything had to look the same and act the same, even if it didn’t work.
Now that we had revealed the problem, we were ready to improve the situation. We quickly agreed that design of the boards and huddles should be left to the Value Stream teams. They’d decide what was most relevant and useful and then design the boards and huddles to highlight only that.
I offered my assistance in helping the teams design their new boards and huddles. Two Value Stream teams took up my offer. Two others decided to do it on their own. We agreed to these design principles:
1. Design the boards and huddles with the tools and information that help your team make decisions in the best possible way.
2. Don’t worry what your board looks like. If it helps you, that’s all that matters.
3. Make it easy to know when help is needed.
4. There’s no standard board layout. We’ll teach our leaders how to read the boards and support your efforts.
Within four weeks, all Value Stream teams redesigned their boards and huddles and started to use them. None of them looked alike. Over the next months and years, Value Stream teams redesigned their boards and huddles many times, based on what they believed was an improvement. The information they shared became more relevant, urgent, and beneficial to their employees, the overall Global Technology group, and their customers.
From time to time, other organizations benchmarked Global Technology due to our impressive results. Most people who visited with us asked why our boards looked different by Value Stream. They thought all boards should be standardized, allowing anyone to read and understand any of the boards without training.
The Value Stream teams came first, I told them. The teams did what was right for the business. We successfully taught our leaders how to read the boards and support the teams. Those who challenged my thinking didn’t always like my answer about standardization. I knew we were giving our employees all the tools they needed to make the best possible decisions for themselves, their customers, and the business.

From Tool Boxes to Tool Stations
In 2011, I was asked to facilitate a changeover reduction Kaizen event at a ceiling tile plant in Florida. Most changeover reduction events have a goal of reducing time by 50%, while maintaining or improving quality and safety. In this case, the team was asked to reduce changeover time by 90%. This would be a challenge for the team and my ability to facilitate them to a solution.
In 2011, I was asked to facilitate a changeover reduction Kaizen event at a ceiling tile plant in Florida. Most changeover reduction events have a goal of reducing time by 50%, while maintaining or improving quality and safety. In this case, the team was asked to reduce changeover time by 90%. This would be a challenge for the team and my ability to facilitate them to a solution.
The area chosen was the edge finishing line. The line cut and painted edges on the ceiling tiles before sending them on to the packaging line. Using a panel saw called an equalizer, tiles were cut to a rough size. Four tenoners cut and painted the edges of the tiles to achieve precise outer dimensions and edge finish. The tiles were designed to fit snugly into ceiling grid. A portion of the tile hung below the surface of the grid, creating a three-dimensional visual.
The tenoners had dozens of adjustment points, requiring wrenches and other tools to meet the strict dimensional tolerances. All technicians had their own personal toolbox, which they stored far away from the line. When it was time to adjust or set up the tenoners, they gathered their personal tools and brought them over to the tenoner they were adjusting at the moment.
After training the team in Lean principles and Single Minute Exchange of Die (a changeover reduction approach) we watched a changeover conducted by the crew on shift. What we saw was a tremendous amount of movement by the technicians conducting the changeover. Most of the movement was due to each technician gathering and moving tools back and forth between the line and their personal toolboxes which were stored thirty yards from the tenoners.
The changeover took ninety minutes. Our goal was to achieve a consistent nine-minute changeover. I wasn’t sure it was possible, but there appeared to be a tremendous amount of opportunity, especially in the area of tool use and placement.
After brainstorming overall improvement ideas, I facilitated the team to focus on ways to eliminate the huge amount of movement we observed. The plant was built in the 1940’s. Most technician habits developed over many decades of production. I wasn’t sure people would be willing to change their approach and give up their personal toolboxes.
They weren’t willing to, but it didn’t matter. The team realized their toolboxes should be set up to do unscheduled repairs and adjustments. Placing tools right at the place they were needed, would save a huge amount of time during changeover.
We identified three tools used to set the tenoner saws and edge paint sprayers precisely. They were needed in eight separate locations. Were we willing to replicate those three tools eight times?
If we wanted to cut the time by ninety percent, we had to be willing to try extreme measures. I went to the hardware store and bought eight sets of tools. The team mounted them exactly where they were needed for the changeover.
In addition to the tools, we created visuals to show the steps and installed a large digital clock on a post. It displayed the changeover elapsed time. We tested our new procedure with all of the improvements and were able to complete the changeover in fifteen minutes by the end of the Kaizen event.
Although we didn’t meet our goal, changeover time was reduced by 83%. The team felt like they had won and the plant reaped the benefits of a safer and quicker changeover for many years thereafter.

This Stuff Works
At a gummy vitamin manufacturer in Pennsylvania, I was asked to facilitate a team of mechanics responsible for supporting and maintaining the manufacturing operation. They had difficulty keeping their maintenance area compliant with strict food production regulations. Our goal was to develop a system to guarantee compliance, while improving their ability to service their customers.
At a gummy vitamin manufacturer in Pennsylvania, I was asked to facilitate a team of mechanics responsible for supporting and maintaining the manufacturing operation. They had difficulty keeping their maintenance area compliant with strict food production regulations. Our goal was to develop a system to guarantee compliance, while improving their ability to service their customers.
On the morning of the first day of the Kaizen event, I taught Lean principles and how 5S is used to optimize safety and productivity in a space. It all sounds good in a classroom. The team wondered how it applied to their situation. After training, we took a Gemba walk through their workspace. They thought they were in pretty good shape. The space was cluttered and lacked any hint of organization. They had nothing to compare to and hadn’t been exposed to other examples of 5S in the facility. After generating ideas in their work area, I took them to two locations in the plant that had used 5S: a production line and the Weld shop.
Our first stop was the production line. I asked one of the technicians operating the line to give the team a tour and point out what they had done and the benefits he had seen. He obliged and described 5S and its benefits as best he could. Team members were paying attention to what he was saying, but asked few questions and wrote fewer notes. I thanked the technician and took the team to the Weld shop.
On our way to the Weld shop, I asked team members what they thought of the production line. Feedback fell into two categories:
1. It looks pretty good.
2. I can’t see how it applies to our area.
I knew the next tour stop would be more inspiring. I was intimately familiar with what was done in the area. I could provide a more compelling review for the team.
When we got to the Weld shop, I noticed Jimmy working on a project. He was the team leader when we applied 5S to the Weld shop.
Jimmy: “What are you doing here?”
Me: “This is the Kaizen team from the gummy vitamin maintenance area. I’m giving them a tour of the Weld shop and showing them what your team accomplished.”
Jimmy: “Okay, just don’t get in the way. I’ve got lots of work to do.”
Me: “Thanks Jimmy. If you want to give the tour or share your thoughts, please do.”
Jimmy: “That’s fine. You can give the tour.”
Jimmy is not someone who likes to speak in front of groups or work with teams. Jimmy is also one of those folks who isn’t a fan of management or consultants. But, if he believes in something, it’s useful and helpful to him and others. He doesn’t give out compliments often (ever?) and doesn’t fall in line and do whatever he’s told.
I started the tour pointing out various ideas and improvements the Weld shop Kaizen team made six months earlier. Jimmy was paying attention to what we were doing, but didn’t say a word. I think he was interested to see how I’d describe the work of the Weld shop team. I did my best to represent their efforts and as I did, you could see the pride grow in Jimmy’s face.
My next stop on the tour was at the tool board created by the team during the Kaizen event. As I started describing and demonstrating the use of the tool board to the team, Jimmy got more and more interested. My new team was asking many questions and taking notes on my responses and their observations.
Rob (team leader): “This looks good and all. Does it really stay this way?”
Me: “I don’t think they cleaned up for us.”
Ben (team member): “Does this really work?”
Jimmy: “Look, this may sound silly and it may sound stupid. This $#*% works!”
This was the moment of clarity and credibility for the team. If Jimmy thought so, it must be so. I stopped the tour. The team had seen everything they needed.
I thanked Jimmy and took the team back to the meeting room to review their observations and ideas. On the way back, I challenged them to beat the results of the production line and the Weld shop. They told me they were up for the challenge.
The rest of the week, the team did amazing work, identifying the critical tools needed (All Tools Available), giving them the most visible and logical homes (Visible Evidence) and even telling the leadership team what they needed them to do to sustain the efforts from now on (Layered Audits and Accountability). I am not sure their area was any nicer or better thought out than the Weld shop or the production line, but they thought so, and that’s all that matters.

You’re Never as Good as You Think You Are
Of all the Kaizen events I have facilitated, there is nothing like 3P. It’s the most exciting, energizing, and exhausting way to create breakthroughs with a team. 3P stands for Production Preparation Process. The idea is to design a new product or process with the least amount of waste possible.
Of all the Kaizen events I have facilitated, there is nothing like 3P. It’s the most exciting, energizing, and exhausting way to create breakthroughs with a team. 3P stands for Production Preparation Process. The idea is to design a new product or process with the least amount of waste possible.
Production Preparation Process uses an eleven-step method to open people’s minds to what’s possible and make them as creative as their 8-year old selves. The technique was invented by Chihiro Nakao, a legend in the Lean community.
I was first exposed to 3P by consultants in 2010. We used the technique to design a new product in half the time it would have taken us to using our standard product development methods. I had the opportunity to facilitate half a dozen 3P events and was able to achieve similar breakthroughs with other teams.
I was always curious about the thinking behind 3P and had the opportunity to participate in a 3P competition, run by Sensei Nakao’s company, Shingijutsu, in 2013. During the week, I was able to pick up the nuances and deeper thinking behind 3P. I realized I had been taking shortcuts during the events I facilitated and because of that, we were diminishing our breakthroughs and results. I didn’t get to meet Sensei Nakao at the competition, but gained a deeper respect for the man and his thinking. I decided I would have to meet him one day, if the opportunity arose.
Meeting the Sensei
In 2016, I found out there was an opportunity to meet Sensei Nakao, as Shingijutsu was running another 3P workshop at a plant in Connecticut. He was the overall sensei for the week. I convinced three other coworkers to register for the workshop and we drove up to Connecticut together. During the drive, we discussed our expectations for the session. I wanted to learn from the master, but I also decided I had to have the ultimate tourist experience: be scolded in Japanese by Sensei Nakao.
The host plant made parts for the aircraft industry. More than sixty people signed up for the workshop. We were divided into eight teams, each having a part of the process to improve using 3P. After some initial training in Japanese (with English translation) by Sensei Nakao, teams were assigned a sensei (facilitator) and toured their area of responsibility.
I had met my sensei at the 2013 competition. He chose me to be on his team for that reason. He also knew I had some experience in 3P and its facilitation, so he gave me more responsibility than the rest of the team.
We took a tour of the operation and spent many hours on the factory floor, engaging with the technicians and gaining deeper understanding of the process. By the end of a very long first day, I was exhausted and glad when the team dinner was over. I knew I would need a good amount of sleep to prepare me for the next day’s activities. I felt confident, having much experience with 3P. What could they throw at me that I hadn’t seen before, I wondered?
Go to Gemba
The next day, after a quick review, the team went back out to the factory floor to gather more data and test ideas. I was asking an operator some questions when our sensei motioned to me. He asked me to join him away from the line. He was working with another team member and wanted me to help facilitate the next step of the eleven-step method. They were drawing some pictures on a large piece of paper taped to a wall, just fifteen feet from the production line.
As I was helping my teammate at the wall, I felt a tap on my shoulder. I looked up and it was Sensei Nakao. He didn’t look happy. I got my wish. I was being scolded in Japanese! I only understood one word: Gemba. The interpreter told me that I should be spending more time in Gemba and not away from it at a wall. All learning was to be done in Gemba. There was nothing I could say, but I could see my sensei looked uneasy.
Achieving My Goal
My sensei must have said something to Sensei Nakao, as he was taken aside and spoken to in Japanese. He looked like a beaten puppy. When Sensei Nakao finished with him, he left and went to visit with the next team. I waited a few minutes and then said to my sensei, “You got scolded, didn’t you?” He looked at me sheepishly and finally admitted he had. We both laughed. I had realized my tourist objective.
The rest of the week was a blur. We were able to solve the problem we had been assigned. I learned deeper meanings of 3P and was able to bring back refined skills to my company. I continue to learn more about 3P. No matter how many 3P experiences I have, I can always do better. Sensei Nakao’s scolding reaffirmed it.

It’s Better to Beg Forgiveness than Ask Permission
In 1998, I was invited to Hoogezand, the Netherlands, to help a team make improvements to their ceiling tile production line. Little did I know it would be the longest Kaizen event in my life. I had been to the plant three months before and identified significant changeover time reduction potential. It was time to put my money where my mouth was. In advance of the trip, we identified members of the team and the need for an interpreter. I didn’t speak Dutch and still don’t. We’d have two weeks to work on the line and were to coordinate with the Production Manager any time we needed to shut the line down to work on or test the equipment.
In 1998, I was invited to Hoogezand, the Netherlands, to help a team make improvements to their ceiling tile production line. Little did I know it would be the longest Kaizen event in my life. I had been to the plant three months before and identified significant changeover time reduction potential. It was time to put my money where my mouth was. In advance of the trip, we identified members of the team and the need for an interpreter. I didn’t speak Dutch and still don’t. We’d have two weeks to work on the line and were to coordinate with the Production Manager any time we needed to shut the line down to work on or test the equipment.
I arrived in the Netherlands on Sunday and met with the team in a conference room on Monday morning. After introducing myself, getting to know each of the team members, and providing some Lean and changeover reduction training, we took a tour of the line to identify the highest priority areas to improve and also to get a sense for the team’s interests.
The line wasn’t running very well and I was informed this was typical. Most of the equipment was in need of repair and the maintenance department wasn’t in tune with the needs of the production organization. I told the team I wanted to meet the Maintenance Manager. They looked at me like I had asked for something outrageous. When he came out to the line, I could see why they were a bit apprehensive.
Progress vs. Paperwork
Ullrich was a very tall German man, perhaps six foot eight (I am five foot seven on a good day). With a shaved head, hands twice the size of mine, and a very low and stern voice, he introduced himself by grabbing my hand and saying, “You vill not touch or modify any equipment without filling out the proper paperwork!” Taking my hand back before it was crushed, I assured him we would follow the rules. Although he didn’t seem satisfied, he left to go to the maintenance office.
Realizing we couldn’t fill out paperwork while we were making our improvements, I promised the team I would fill out the forms at the end of each day. The team didn’t look like they believed me, but knew I didn’t want any broken fingers. There were so many problems on the line. Two weeks weren’t enough time to fix everything. With focus, dedication, and proper prioritization, I was sure we’d make significant progress.
The top priority of the team was to improve the reliability of the equalizer, which cut the ceiling boards into finished tile dimensions. Operators had a difficult time setting up the proper cutting sizes. It took hours for them to get the proper cuts. We asked the Lead Operator to shut down the line, to allow us to assess the situation and find out why it was so difficult to set up to the proper size.
Five minutes later, the Production Manager came by to find out why the line was shut down. We told him we were trying to figure out what was keeping the equalizer from being set up consistently. He reminded us we were supposed to let him know any time we were going to shut down the line. I apologized and said it wouldn’t happen again. Knowing it probably would happen again; I advised the team to remind me to let the Production Manager know our intentions before shutting the line down. They promised they would. I wasn’t so sure.
Asking the Right Questions
The equalizer used precision screws to guide the saws to their final positions on the cutting bed. Operators turned a handle to move the saws on the screws. Watching the saws move as the handle was turned, I could see the saws weren’t moving consistently. With the first full turn of the handle, it appeared the saw moved twice as far as it did with the second full turn of the handle. This situation had to be resolved. First, we had to figure out why things were acting in this way.
We tracked down a dial indicator with a magnetic base. We wanted to see how much variation was occurring when we tried to move the saws. On our first test, the handle was turned one full revolution and the saw traveled 0.020”. We turned it one full turn in the opposite direction and the traveled just 0.005”.
The team was convinced the precision screw had worn down, causing variation in movement. Thinking about this, I knew this should not be the case, but I also know what my eye had seen. Then I asked the question, “What is riding on the precision screw?” It turns out it was a brass bushing. My next question was, “Which component is more likely to wear down, the brass bushing or the hardened steel precision screw?” It had to be the brass bushing. My next question was, “When was the last time the brass bushings were replaced?” No one remembered it ever happening.
We tracked down Ullrich, explained the situation and found enough brass bushings to replace all of the assemblies on the equalizer. Four hours later, we had replaced bushings worn down to the nub with brand new brass bushings. After, we tested out changes and now had saws able to repeat their locations within 0.001”. Ullrich reminded me to fill out the proper paperwork, but was impressed enough to shake my hand. This time, he didn’t crush it.
Making Progress and Earning Trust
Over the rest of the first week, we made similar improvements to all areas of the line. We never filled out the paperwork in advance, but our earlier success at the equalizer reduced the pressure on me, the team, and my hands. We also made a game of shutting down the line and then betting on how long it would take the Production Manager to show up to see what we were doing. We were improving so many things so quickly he also gave us the leeway to shut the line down without approvals, but kept playfully reminding us to follow the rules.
The team enjoyed the work so much they decided to work on Saturday and then take Sunday off. I took Sunday to go sightseeing and got lost in the village of Makkum, 80 miles to the west, known for their ceramic tile craftsmen. That’s a story for another time.
Monday, the team was ready to make more improvements to the line. We improved almost every part of the production line by Friday morning. Our report out was scheduled for Friday afternoon. The entire plant staff showed up at the production line and listened to the team explain and show their improvements in Dutch. At the end of the report out the team said, “Adam leerde ons dat het beter is om vergeving te smeken dan om toestemming te vragen!” After much laughter and clapping by the staff, Ullrich, and Production Manager, I was told the translation was: “Adam taught us that it is better to beg forgiveness than ask permission!”

Let It Go
In 2010, Armstrong World Industries emerged from bankruptcy. A minority stake of the company was bought by a private equity firm. This firm knew there were many improvement opportunities and brought in consultants to help create a culture of continuous improvement across the global organization. Their approach was to hold many Kaizen events on a weekly basis, exposing as many people to the principles of Lean as quickly as possible.
In 2010, Armstrong World Industries emerged from bankruptcy. A minority stake of the company was bought by a private equity firm. This firm knew there were many improvement opportunities and brought in consultants to help create a culture of continuous improvement across the global organization. Their approach was to hold many Kaizen events on a weekly basis, exposing as many people to the principles of Lean as quickly as possible.
Having recently completed my assignment as the St. Helens Oregon Operations Manager, I was asked to provide support to the consultants. Sometimes I co-facilitated Kaizen events with the consultants. Other times, I was asked to facilitate Kaizen events independently of the consultants. This story is about one of the first Kaizen events held at the Marietta, Pennsylvania ceiling tile plant.
Paired with a consultant, I co-facilitated a team using 5S to improve the safety and productivity of their packaging area. 5S stands for: Sort, Set in Order, Shine, Standardize, and Sustain. Using this methodology, teams take a step by step approach as they make quick and meaningful changes to a target area. Lean was new at the plant, so we provided extensive Lean training to the team. The team was comprised of line operators, mechanics, a supervisor from the area, and a few staff members.
After the training, we took the team out to Gemba (the place where the work is done) to assess the materials that were no longer needed in the area. This is the first S, Sort. During Sort, the team is to decide what is absolutely necessary and what is clutter. The clutter is then disposed of or removed from the area. Once done, the team then moves on to Set in Order. The packaging area was built twelve years earlier and it was apparent most things in the area were from the first days of production.
A Case of Clutter
Many of the team members were having a difficult time finding things to dispose of. When something was found that didn’t look current or relevant, people would say things like, “We may need it in the future.” Or, “If we fixed it, we could use it.” After a few hours in the area, it didn’t look the team was willing to take a leap of faith and remove much of the unused and unusable equipment and materials.
The consultant and I stepped away from the team to discuss a strategy. “Adam,” he said, “we need to demonstrate it’s alright to remove and dispose of the clutter. Let’s pick a few things to remove, do it ourselves, and see if we can get others to join in.” I agreed, knowing we had to demonstrate it was okay to do something drastic to get breakthrough results. We took a walk around the area and found a few items that looked like they didn’t belong and then happened upon something that definitely needed to go.
Underneath a platform was an old rolling toolbox, covered in dust. Except it was unable to roll. One of the wheels was missing. When we looked through the drawers, all we saw were various nuts and bolts covered with years of grease and grime. The toolbox hadn’t been used in years and it looked to be an ideal candidate for the dumpster. It was pretty heavy, so we asked one of the team members to assist us as we pulled it out from under the platform. After getting it out, we placed it on a skid, ready to be taken away by a forklift.
A Toolbox Road Block
Except we couldn’t. Just as soon as we had called for the forklift, the supervisor on our team came at us with an angry look in his eyes. “What do you think you’re doing?” We explained what and why we were doing what we were doing. His face turned red. “I bought that toolbox for $300 and it’s served us well. I can’t believe you would just throw it out. We could fix it and use it.” When we pointed out the three new, clean rolling toolboxes in use in the packaging area, he stormed off.
We decided to talk with the rest of the team members. They told us no one had used the toolbox in years, the other toolboxes were sufficient, and the materials inside the old toolbox were of no use to them. They agreed to dispose of it and started to find other things in a similar condition to be removed as well.
The supervisor didn’t return that day. At the end of the day, the consultant and I were called to the Plant Manager’s office to talk about what had happened. The supervisor had stopped by the office earlier. After describing what we had done and the reaction of the supervisor and the team, we were told to tone down our approach. Lean was new to the plant and the people working there, and not everyone was on board. The supervisor was very proud of his accomplishments, helped design the packaging area, and took ownership for everything in the area, even the broken-down toolbox.
The Plant Manager told us it was more important to get the whole team engaged, rather than take extreme measures to prove a point. We agreed, and after leaving what felt like the principal’s office, we developed our strategy to reengage the team and improve relations the next day.
Taking a New Approach
The next morning, with the full team in a meeting room, we apologized for taking such drastic actions. We promised to get full team approval before making any more changes. When the team went back to the packaging area, they were energized. The consultant and I were able to step back and let the team make all of the organizational decisions in the packaging area. By the end of the week, the team removed more than 80% of the supplies, tools, equipment, and materials in the area. What remained was logically organized, in pristine condition and very visual. It was easy to see the condition of the area and if anything was out of place.
After a tour of the area, plant leadership remarked how much better everything looked and felt. Team members talked about the impact of the work and how it would benefit them in their normal jobs. This was the first of hundreds of Kaizen events at the Marietta ceiling plant over the next decade. Everyone learned valuable lessons. But I may have learned the most valuable lesson of all – pay strict attention to the team and understand what engages and motivates them. Even small changes are important; you don’t have to shoot for the moon every time. As long as the team owns the change, it will be sustained.

Virtual Kaizen Events
For many years, I have led, facilitated, or participated in hundreds of Kaizen events. During those events, people worked together in the same location to solve important problems. Sometimes team members travelled to the location of the event. Other times people weren’t able to travel to the event and the team carried on without identified experts. I loved the interaction and energy of those events, but wondered if there might be a way to hold an event that was as effective as putting people in the same room, but would be less difficult from a travel or logistical perspective.
For many years, I have led, facilitated, or participated in hundreds of Kaizen events. During those events, people worked together in the same location to solve important problems. Sometimes team members traveled to the location of the event. Other times people weren’t able to travel to the event and the team carried on without identified experts. I loved the interaction and energy of those events, but wondered if there might be a way to hold an event that was as effective as putting people in the same room, but would be less difficult from a travel or logistical perspective.
This year, out of necessity to work virtually, I challenged myself to develop a virtual version of a Kaizen event, and I am excited to say that I have been able to emulate the elements of my traditional Kaizen events and even believe there are some logistical advantages to the virtual Kaizen event. I now realize that it may be advantageous to consider a virtual Kaizen event and want to give you an image for what that can look like.
First and foremost, the team can come from anywhere, across any time zone. As long as they have an internet connection and some basic video conferencing technology such as Zoom, Microsoft Teams, Google Meet, or the many other options available these days, they can be part of the event. Most of the aforementioned technologies are free or have a minimal cost. Not bad when you consider the cost of travel. There are a number of software platforms that help the Kaizen facilitator (me) integrate with the video conferencing software and allow for and enhance collaboration during the Kaizen event.
Next, the topic of the Kaizen event is not limited to correcting virtual problems. While it might be a stretch to say that a virtual Kaizen event could be held to make equipment modifications or reducing physical effort or reducing changeover time, I am sure with some creativity it could be accomplished. More likely topics could include: strategic planning (VSM), cost reduction ideation, standard work development and improvement, business process improvement, process mapping, and many others. A successful Kaizen event must be chartered, so everyone is aligned around the effort and committed.
The flow of a virtual Kaizen event looks very similar to one done on site, and I have verified that all of these aspects can be accomplished virtually and efficiently. For your reference, here is the typical flow of a Kaizen event:
1. Sponsor kickoff
2. Background of the problem to be solved
3. Charter review
4. Voice of the customer
5. Lean principles overview
6. The Wheel of Sustainability explained
7. Gemba Walk of the Current State
8. Identification of the top pain points in the Current State
9. Brainstorming of opportunities to reduce/eliminate the pain points
10. Prioritization of the opportunities
11. Visualization of what good looks like in the Future State
12. Work on the top opportunities in sub-teams
13. Reviews of progress to achieve synergies across the total team efforts at multiple times during the event
14. Application of the Wheel of Sustainability and Lean principles to the work
15. Finalization of all work – testing against event objectives and the Wheel of Sustainability
16. Road mapping of any outstanding work and implementation planning
17. Report out to sponsor(s) and other stakeholders
18. Team recognition
Just a note or two about how technology can be used during the event. If a physical Gemba walk is needed, assigned team members can take their smart phone or a Go Pro or something else with them that can transmit to the team in real time. Also, they can answer questions during the walk or engage with others doing the work during the walk.
I have also reconsidered how a full day in a virtual Kaizen event might have to be managed, especially for those working from home. Sometimes you have to tend to your family, your pet, or yourself. So, we would have to be quite flexible around how breaks are managed. But, that can all be sorted out prior to the event. If nothing else, the past few months have taught me to be much more open and flexible in my thinking. But isn’t that what continuous improvement is all about?
For those of you who have put off Kaizen events in your business due to the current situation, I encourage you to consider trying a virtual Kaizen. If you wait too long, competition will pass you by. I would love to help you stay ahead.

Call 911
In 2005, a ceilings manufacturing plant on the West Coast was experiencing high downtime rates. I was asked to come to the plant and run a Kaizen event to identify the impact of downtime on the plant.
I was given a small team consisting of four production technicians, two mechanics, one electrician, one engineer, and one supervisor. Our mission wasn’t to solve the specific mechanical or electrical downtime problems, but rather to understand why the response to and recovery from downtime took so long. This was a new concept for the plant and for me, but we felt we were up to the challenge.
In 2005, a ceilings manufacturing plant on the West Coast was experiencing high downtime rates. I was asked to come to the plant and run a Kaizen event to reduce the impact of downtime on the plant.
I was given a small team consisting of four production technicians, two mechanics, one electrician, one engineer, and one supervisor. Our mission wasn’t to solve the specific mechanical or electrical downtime problems, but rather to understand why the response to and recovery from downtime took so long. This was a new concept for the plant and for me, but we felt we were up to the challenge.
On the first day, after getting to know everyone and aligning around our mission for the week, I trained the team in Lean principles. After the training, we decided to walk out to the shop floor and gather feedback from technicians, mechanics, electricians, engineers, and others impacted and frustrated by the downtime in the plant. Almost to a person they told us they felt there was a basic training issue related to the skills of the mechanics and electricians that serviced the lines and didn’t understand why the plant didn’t invest more time and training in their people.
Not satisfied with this and knowing we wouldn’t be able to train all mechanics and electricians during the week; I knew we had to look for other issues we could impact. Back in the meeting room, the team discussed other reasons they thought downtime was so high. After a while, it became apparent we were just finger-pointing and guessing. So, I proposed an experiment. I suggested we stage a downtime event and then observe it from all angles. We would observe the technician making the call for help, the mechanic taking the call for help and others who were involved with the downtime event. Three team members went to the maintenance shop, two went to the supervisor office, and the rest of the team stationed themselves at the point where the downtime would be staged.
One hour later, with everyone in position and the crew aware of our experiment, we staged our downtime event, which was designed to be an electrical fault in one of the paint dryers. After a few minutes of trying to correct things, the production technician made a call to the maintenance shop to tell them about the downtime event. Five minutes later a mechanic and electrician came out to the line. They looked a bit bewildered. The technician that called them wasn’t around, he had gone to the breakroom. It was hard not helping the situation get resolved, but we were observers and had to let things play out naturally.
Ten minutes later, the technician came back and told the mechanic and electrician about the downtime issue. They realized they didn’t have the tools they needed and went back to the shop. Minutes later, they returned and found the technician, who directed them to the location of the downtime. They were on the wrong side of the line, so they carried their tools over a series of steps in order to get to the area to be worked on. They looked annoyed.
About five minutes later, the line was back up and running. The team went back to the meeting room to assess the full downtime event. It turns out that the line was down for more than thirty minutes, of which five minutes was the actual repair and restart of the line. Twenty-five minutes was wasted effort, waiting, and frustration. After a review of Lean principles and much heated discussion, the team came up with a solution to improve the effectiveness of downtime response and recovery. In essence, they crafted three questions to be asked and answered at the time of any downtime incident. They were:
1. Who am I speaking with?
2. What is the downtime issue?
3. What is the exact location of the issue?
The team realized they were essentially creating a script, much like those used by dispatchers during 911 calls. By answering these three questions first, they could reduce the efforts and frustration of the maintenance team by helping them identify the tools and skills they would need, direct location to go to and who their point of contact was. The team also agreed the person making the call shouldn’t leave the area until the maintenance team arrived.
Knowing that they were creating a new way of doing things in the plant, they decided to make it easy for everyone to use. They posted signs at every phone on the manufacturing line in the plant and also in the maintenance shop and engineering offices. They also trained the crews and management and demonstrated how downtime calls should look.
Over the next few weeks, team members were assigned to different locations and helped out any time a downtime event occurred, ensuring the three questions were asked and answered. It took a while, but eventually it became a habit in the plant. Not coincidentally, downtime and general frustration were reduced. The simple communication not only improved productivity but also teamwork between the production and maintenance departments.

Go to Gemba, Even If You Don’t Want To
In 2019, I was asked to facilitate the annual Value Stream Mapping (strategic planning) event for a leading consumer brands manufacturer at their facility in Central Pennsylvania. I had facilitated their event the prior year and it was our intent to build on the prior results and drive their continuous improvement culture forward during the event.
In 2019, I was asked to facilitate the annual Value Stream Mapping (strategic planning) event for a leading consumer brands manufacturer at their facility in Central Pennsylvania. I had facilitated their event the prior year and it was our intent to build on the prior results and drive their continuous improvement culture forward during the event.
The culture of the plant was such that I didn’t get direct feedback from the plant manager, but received it indirectly through the technical manager. There was a strong bond between the two of them, and even though the plant manager appreciated the results I was able to generate and my flexibility to work under challenging circumstances, he generally didn’t directly communicate with me. One reason for this may be that I am a story teller and tend to ramble a bit (surprise), and he liked getting directly to the point.
I was asked to facilitate in a way that would increase the engagement of the production and maintenance technicians and also drive the team to Gemba (the place where the work is done). Working with the technical manager, we identified the team members and activities that would accomplish both requests. On the first day of the Value Stream Mapping event, team members at all levels were engaging in the discussion of issues in the factory and were extremely active during the Gemba walk tour of the factory. Every time an issue was brought up, I made sure we were able to see the actual situation, rather than talking about it. The plant manager even made a point of going to Gemba as much as possible. He spoke about it in his opening remarks and reinforced the idea throughout the day.
On the second day of the event, after mapping the total Value Stream, identifying pain points, and brainstorming improvements, the team prioritized the work they thought would drive the performance and safety to better levels in the coming years. The full team was divided into smaller groups to develop solutions to the highest value problems. The plant manager was assigned to a team consisting of two production technicians and one engineer and they were working on an issue that was causing significant problems on the factory floor.
Sitting at a table in the meeting room, they spent a few minutes talking about the problem they were trying to solve and then got some paper and a pair of scissors and started cutting out various shapes and sizes of paper. I kept an eye on what was going on for a while, but then rotated through other groups to make sure everyone was making progress on their assignments. After fifteen minutes, I returned to the plant manager’s team to see what they were up to. I noticed the plant manager and engineer were moving papers around on the table to simulate the layout of the area in the factory they were concerned with. It appeared the two production technicians weren’t involved in the discussion and they looked distracted by their phones and not engaged in what was happening.
I have never been shy and realized I needed to do something. I said, “What are you all working on at the moment?” The plant manager told me, “Adam, we’re trying to understand the current layout so that we can come up with alternatives to improve the situation.” To that I said, “Have you considered going to Gemba to verify your assumptions? How do you know there’s not a post or another obstruction you may not be aware of in the meeting room?” It looked like the plant manager wanted to say something that wouldn’t have been very nice, but instead he appeared to swallow his pride and took his team out to the factory.
A few minutes later, the technical manager came up to me with a wry smile. He told me, “Adam, you sure got the plant manager’s attention. He took me aside and, in his office, told me, “That darn Adam kicked me out of the meeting room and made me go to Gemba!” I said the first thing that came to my mind, “Am I fired?” “No, of course not,” he told me, “I’m glad you did that! He needs to demonstrate the same behavior he was encouraging in the rest of the team.” After a sigh of relief, I said, “He took it well. I could see he was holding his feelings back. But he did the right thing and went to Gemba.” I still wondered what, if anything their team would learn from the experience.
When the team returned, I noticed all four members were extremely engaged and working at the table with newfound energy. Watching from a few feet away, it was apparent that they found something on the factory floor that they had overlooked in the meeting room and it was helping them develop a better solution they all could support. Eventually the plant manager admitted to me he should have known to go to Gemba first before trying to solve the problem in the meeting room. I was glad to hear it and throughout the rest of the event “Go to Gemba” became the rallying cry for all team members.